Energy consumption represents one of the largest operating expenses for plastic recycling operations, often accounting for twenty to thirty percent of total production costs depending on energy prices and operational efficiency. As energy prices continue rising and environmental regulations intensify, recycling facilities face mounting pressure to reduce energy consumption while maintaining or improving production output. The good news is that significant energy savings are achievable through strategic equipment selection, operational optimization, and systematic efficiency improvements. This comprehensive guide explores proven strategies for reducing energy bills in plastic recycling operations, helping you identify opportunities for substantial cost reduction while maintaining competitive production capabilities.
Understanding Energy Consumption in Plastic Recycling Operations
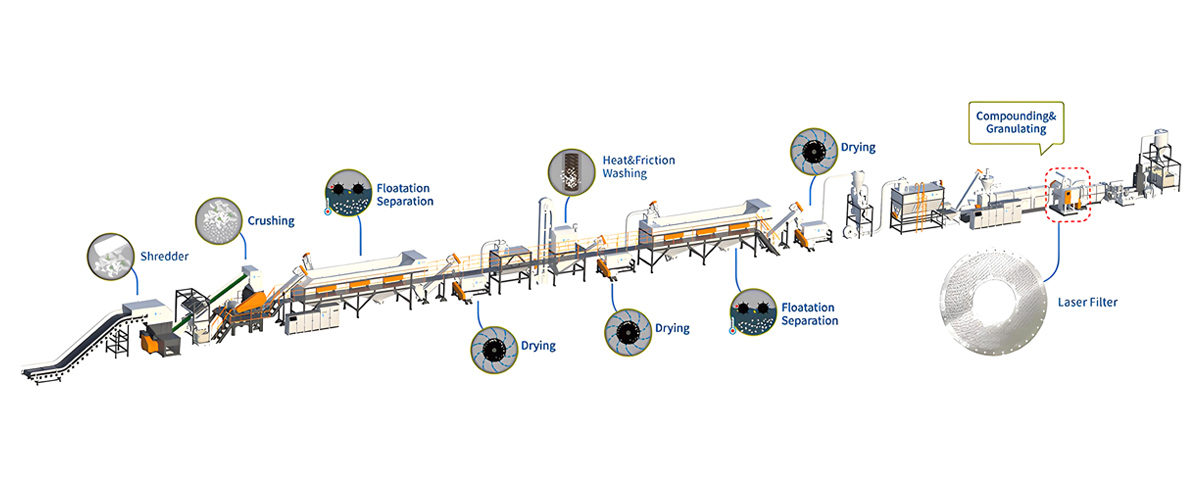
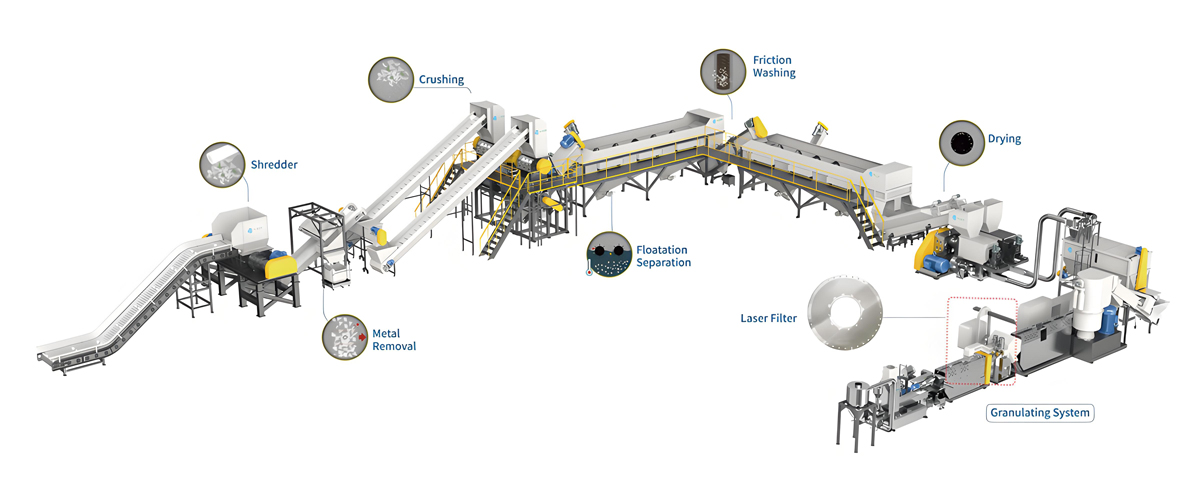
Before implementing energy reduction strategies, you must understand where and how energy is consumed throughout your plastic recycling line. A typical recycling operation includes multiple energy-intensive processes including material handling and conveying, washing and cleaning, shredding or shredding, melting and extrusion, granulation and pelletizing, and auxiliary systems for air compression, water circulation, and facility climate control. Each process offers distinct opportunities for efficiency improvement based on different technical approaches and operational practices.
Energy Distribution Across Recycling Processes
Research and operational experience reveal consistent patterns in energy distribution across plastic recycling operations. Material shredding and size reduction typically consume twenty to thirty percent of total energy, with consumption varying based on equipment efficiency, material characteristics, and throughput rates. Melting and extrusion represent the largest energy consumers at thirty to forty percent of total consumption, reflecting the substantial thermal energy required to transform solid plastic into molten form suitable for reprocessing.
Granulation and pelletizing require approximately ten to fifteen percent of total energy, primarily for cutting, cooling, and drying operations. Conveying and material handling systems account for five to ten percent of consumption, depending on system design and automation level. Auxiliary systems including air compression, water circulation, and lighting consume the remaining fifteen to twenty percent, representing often-overlooked opportunities for efficiency gains. Understanding this distribution guides prioritization of efficiency investments for maximum impact.
Measuring and Benchmarking Energy Performance
Effective energy management requires accurate measurement and benchmarking that enables performance tracking and improvement verification. Install sub-metering on major energy-consuming equipment to understand consumption patterns at component level rather than facility totals. Track energy consumption per unit of production, typically measured in kilowatt-hours per kilogram or megajoules per kilogram, enabling meaningful comparison across periods, equipment configurations, and operating conditions.
Establish baseline energy performance before implementing improvements, documenting current consumption levels, production rates, and operating conditions. This baseline provides the reference point against which improvement effectiveness is measured. Regular monitoring throughout improvement implementation tracks progress toward goals while identifying emerging issues that may require attention. Comprehensive energy measurement typically requires investment in metering equipment and data management systems costing $5,000 to $20,000 depending on facility complexity, but this investment pays for itself quickly through identified savings.
Optimizing Shredding and Size Reduction Efficiency
Equipment Selection for Energy-Efficient Shredding
Shredding equipment selection significantly impacts energy consumption in plastic recycling operations, with technology choices affecting efficiency by thirty percent or more. Modern shredding technologies including slow-speed high-torque shredders, rotary shear systems, and granulator combinations offer different performance characteristics suited to different applications. Slow-speed shredders consume less energy per unit of material processed compared to high-speed alternatives while producing more uniform output that improves downstream processing efficiency.
Multi-stage shredding systems using combinations of shredder types often achieve better overall efficiency than single-stage approaches. Initial rough shredding at high throughput rates prepares material for fine shredding or granulation in subsequent stages. This staged approach enables each piece of equipment to operate at its optimal efficiency point rather than attempting to accomplish all size reduction in a single step. Equipment investment for optimized shredding systems typically ranges from $40,000 to $150,000 depending on capacity and configuration, with energy savings often recovering this investment within eighteen to thirty-six months.
Operational Optimization for Shredding Efficiency
Operating practices significantly affect shredding energy consumption even with quality equipment. Feed rate optimization ensures that shredding equipment operates continuously at design capacity without overload or underload conditions that waste energy. Overfeeding causes motor overload and inefficient operation, while underfeeding wastes available capacity and requires the same energy draw for reduced output. Automated feeding systems with level sensors and variable speed drives optimize feed rates automatically based on equipment loading.
Screen and blade maintenance directly impacts shredding efficiency as worn components require more energy to achieve equivalent size reduction. Regular inspection and timely replacement of worn blades, screens, and wear components maintains peak efficiency throughout operational periods. Document energy consumption trends to identify when maintenance requirements are affecting performance. Most facilities achieve five to fifteen percent energy reduction through optimized operating practices without any equipment changes, making operational optimization the lowest-cost improvement strategy.
Maximizing Efficiency in Melting and Extrusion Processes
Energy-Efficient Extruder Design and Technology
Extrusion systems represent the largest energy consumers in most plastic recycling lines, making them priority targets for efficiency improvement. Modern extruder designs incorporate advanced features that substantially reduce energy consumption compared to older equipment generations. Variable frequency drives on extrusion motors enable speed adjustment that matches production requirements, eliminating energy waste from running at fixed speeds regardless of actual demand. Direct drive systems eliminate gearbox losses that reduce efficiency in belt-driven configurations.
Barrier-flight screw designs improve mixing efficiency and reduce energy required for homogeneous melt formation. Compression ratio optimization ensures appropriate melt development without excessive shear heating that wastes energy. Energy recovery systems capture heat from exhaust streams and material output to preheat incoming material, reducing energy required for heating. Premium extruder systems incorporating these features typically cost fifteen to thirty percent more than basic configurations but achieve twenty to forty percent lower energy consumption, generating attractive return on investment through operating cost savings.
Heat Recovery and Thermal Energy Management
Thermal energy dominates extrusion energy consumption, with electrical energy primarily converting to heat for melting plastic material. Heat recovery systems capture thermal energy from hot output streams and cooling systems, redirecting this energy to preheat incoming material or supplement heating requirements. Pyrometer-based systems measure output temperature and automatically adjust heating to maintain consistent quality while minimizing energy input. These systems typically achieve ten to twenty percent reduction in heating energy requirements.
Insulation improvements reduce heat losses from extruder barrels, dies, and connected piping. Investment in quality insulation pays back quickly through reduced heating requirements. Modern insulation materials including ceramic fiber and aerogel composites provide superior thermal resistance compared to traditional materials. Facility heating and cooling loads also benefit from improved thermal isolation of processing equipment. Comprehensive insulation upgrades typically cost $8,000 to $25,000 for mid-sized recycling operations but generate ongoing energy savings that often exceed thirty percent of these costs annually.
Optimizing Granulation and Cooling Systems
Efficient Cooling and Drying Technologies
Granulation and cooling systems require substantial energy for water circulation, air handling, and material drying. Traditional approaches consume excessive energy through oversized equipment, inefficient heat exchange, and redundant processing steps. Modern systems incorporate variable speed drives that adjust cooling and drying capacity to match actual requirements rather than operating continuously at full capacity. Heat pump technologies capture thermal energy from drying operations for reuse in material heating or facility heating applications.
Dewatering systems preceding drying reduce the moisture content that drying must remove, substantially reducing drying energy requirements. Mechanical dewatering through screens, centrifuges, or presses removes the majority of water before thermal drying, with dryers only addressing residual moisture. Closed-loop cooling systems recirculate water rather than consuming fresh water and energy for continuous cooling. These approaches typically achieve thirty to fifty percent reduction in granulation area energy consumption compared to conventional configurations.
Pellet Quality and Energy Efficiency Balance
Pellet quality requirements must be balanced against energy efficiency objectives, as the most efficient processes may not produce the quality that customers require. Underwater granulation systems offer superior pellet quality but consume more energy than conventional strand granulation. Evaluate customer requirements honestly to determine whether premium quality justifies the associated energy costs or whether standard quality meets actual application needs. Many facilities over-specify quality requirements that their customers do not actually need, creating unnecessary energy consumption.
Optimized process parameters can often achieve both quality and efficiency objectives. Cutting speed, cooling temperature, and drying conditions all affect both pellet quality and energy consumption. Systematic experimentation identifies optimal parameter combinations that maximize quality within efficiency constraints. Quality control systems that monitor pellet characteristics enable tighter process control that maintains quality while reducing safety margins that increase energy consumption unnecessarily.
Improving Auxiliary System Efficiency
Compressed Air System Optimization
Compressed air systems commonly consume five to ten percent of facility energy despite often being overlooked in efficiency improvement efforts. Air compression represents an inherently inefficient process, with substantial energy converting to heat rather than useful pressure energy. System optimization starts with demand reduction, eliminating unnecessary air uses and optimizing pressure requirements to actual needs rather than defaulting to excessive pressure levels that waste energy throughout the system.
Variable speed drive compressors adjust output to match demand rather than operating at fixed capacity with throttled output. Leak detection and repair programs identify and fix air leaks that waste energy continuously. Heat recovery from compressor cooling captures thermal energy that would otherwise be lost, enabling beneficial use of this wasted heat. Comprehensive compressed air optimization typically achieves twenty to forty percent energy reduction in systems with significant optimization potential, generating attractive returns on modest investment.
Water Circulation and Pumping Efficiency
Water circulation systems for cooling and process applications consume substantial energy that can often be reduced significantly. Variable speed pump control adjusts flow to match actual requirements rather than operating at full capacity continuously. Pump impeller trimming reduces capacity to match requirements without replacing pumps entirely. Pipe system optimization reduces pressure losses that increase pumping energy requirements. Heat recovery from process cooling streams enables beneficial use of thermal energy that would otherwise be wasted.
Water treatment systems including filtration, softening, and chemical treatment require energy for pumps, controllers, and regeneration cycles. Optimizing treatment to actual requirements rather than defaulting to conservative settings reduces unnecessary energy consumption. Water recycling and reuse reduces fresh water consumption and associated pumping energy. These approaches often achieve fifteen to thirty percent reduction in water system energy consumption while simultaneously reducing water costs.
Facility Electrical System Optimization
Power Factor Correction and Electrical Quality
Electrical system efficiency affects overall energy consumption beyond the direct consumption of equipment loads. Power factor correction reduces apparent power demand that utilities may penalize through power factor charges or demand charges. Capacitor banks installed at appropriate locations throughout facility electrical systems correct power factor to levels that minimize these charges and reduce losses in electrical distribution infrastructure. Power factor correction investment typically costs $10,000 to $40,000 depending on facility size and correction requirements, with annual savings of $5,000 to $20,000 depending on utility rate structures.
Electrical harmonic distortion from variable frequency drives and other electronic equipment increases losses and reduces equipment efficiency. Harmonic filtering systems address these issues, improving electrical system efficiency while extending equipment life. Voltage optimization ensures that equipment receives appropriate voltage levels, eliminating losses from overvoltage while preventing problems from undervoltage. These electrical system improvements often provide quick paybacks through reduced energy consumption and utility charges.
Lighting and Facility Support System Efficiency
Facility lighting, climate control, and other support systems consume energy that production-focused operations often neglect. LED lighting upgrades from older technologies achieve fifty to seventy percent energy reduction while improving light quality and reducing cooling loads. Occupancy sensors and daylight harvesting controls ensure lighting operates only when and where needed. These upgrades typically cost $3 to $8 per square foot with simple paybacks of two to four years depending on operating hours and electricity rates.
Facility heating and cooling loads can often be reduced significantly through building envelope improvements, equipment insulation, and heat recovery from production processes. Insulation upgrades to walls, roofs, and doors reduce heating and cooling requirements. Heat recovery systems capture thermal energy from production equipment for facility heating applications. Together, these approaches typically achieve twenty to forty percent reduction in facility support system energy consumption.
Operational Practices for Energy Conservation
Production Scheduling and Load Management
Operational practices significantly affect energy consumption independent of equipment efficiency. Production scheduling that batches similar products together reduces energy waste from equipment adjustments and parameter changes. Running equipment at consistent rates rather than frequent starts and stops reduces energy consumption while extending equipment life. Planning production sequences to minimize changeover time keeps equipment operating efficiently rather than cooling down and reheating between production runs.
Load management strategies shift energy-intensive operations to periods when rates are lower or when other production loads create favorable conditions. Many utilities offer time-of-use rate structures with substantially lower prices during off-peak periods. Maximizing production during off-peak periods when available reduces energy costs without affecting total consumption. Staggering equipment startup rather than starting all equipment simultaneously reduces peak demand charges that appear on utility bills.
Employee Engagement and Energy Awareness
Employee engagement significantly impacts energy conservation success, as operational practices controlled by personnel affect a large portion of total consumption. Energy awareness training helps employees understand how their actions affect energy consumption and costs. Clear communication of energy performance through dashboards and regular reporting maintains focus on conservation objectives. Employee suggestions for energy improvement often identify opportunities that engineering analysis misses, as operators understand practical constraints and improvement possibilities that analysts may overlook.
Incentive programs that link employee compensation to energy performance create motivation for conservation that routine supervision cannot match. Savings-sharing programs that distribute a portion of achieved savings to employees create alignment between individual interests and organizational goals. Recognition programs that celebrate energy conservation achievements reinforce desired behaviors while building team engagement. These approaches typically cost little but generate substantial impact through changed employee behavior.
Energy Management System Implementation
Building an Energy Management Framework
Systematic energy management requires organizational framework that establishes responsibilities, processes, and accountability for energy performance. Designate energy management leadership with authority and accountability for energy performance. Establish energy teams with representatives from operations, maintenance, and management who coordinate improvement efforts. Create energy policies that guide operational decisions and investment prioritization. Without organizational framework, even well-intentioned energy improvement efforts dissipate without achieving their potential.
Energy management standards including ISO 50001 provide frameworks for systematic energy management that can be certified and demonstrated to stakeholders. ISO 50001 implementation typically requires six to twelve months and costs $30,000 to $80,000 depending on facility size and complexity. While this investment may seem substantial, organizations implementing ISO 50001 typically achieve energy improvements of ten to twenty percent within three years, generating returns that substantially exceed implementation costs.
Monitoring, Targeting, and Reporting Systems
Effective energy management requires monitoring systems that track energy consumption continuously, targeting systems that establish performance goals, and reporting systems that communicate results to stakeholders. Automated data collection from sub-metering and building management systems eliminates manual recording while providing comprehensive coverage. Energy management software platforms analyze data, identify trends, and generate reports that support decision-making. These systems range from simple spreadsheet-based approaches to sophisticated enterprise platforms costing thousands of dollars monthly depending on capability requirements.
Key performance indicators provide focus for energy management efforts. Establish specific, measurable targets for energy consumption per unit of production, total consumption, and cost. Track performance against targets regularly, identifying deviations that require attention. Reporting that reaches appropriate audiences with appropriate frequency maintains awareness and accountability throughout the organization. Visual dashboards that display real-time energy performance alongside production metrics help everyone understand the connection between energy consumption and business performance.
Capital Investments in Energy Efficiency
Evaluating Energy Efficiency Investment Opportunities
Capital investments in energy efficiency require systematic evaluation to ensure appropriate prioritization of limited capital resources. Calculate return on investment for each opportunity considering both energy savings and non-energy benefits including improved quality, reduced maintenance, or extended equipment life. Net present value analysis accounts for the time value of money and provides accurate comparison across opportunities with different timing and duration of benefits. Internal rate of return calculation identifies the effective return that each investment provides.
Energy savings alone often provide attractive returns for efficiency investments. Simple paybacks of one to three years characterize many efficiency investments, with even longer paybacks proving attractive when compared to alternative investments in production capacity or other business development. Non-energy benefits including improved quality, reduced maintenance, and enhanced safety provide additional value that improves investment attractiveness. Some efficiency investments offer returns that exceed production investments, making them the most attractive capital allocation options.
Financing and Incentive Programs for Energy Projects
Various financing mechanisms support energy efficiency investments, reducing the capital burden that might otherwise delay or prevent implementation. Energy service companies (ESCOs) provide performance-based financing where repayment comes from achieved energy savings, eliminating risk that investments fail to deliver expected returns. Equipment leasing and financing spreads capital requirements over time rather than requiring large upfront investments. Green financing programs from banks and other lenders often offer preferential rates for efficiency investments.
Government incentives including tax credits, grants, and rebate programs can substantially improve efficiency investment economics. Utility demand-side management programs often provide rebates for efficiency equipment that reduces grid demand. State and federal tax credits may apply to certain efficiency investments. Rebate and incentive programs vary significantly by location and change over time, requiring current research to identify available opportunities. Combining multiple incentive sources often makes projects viable that single-source funding cannot support.
Emerging Technologies for Future Energy Reduction
Advanced Process Controls and Artificial Intelligence
Emerging technologies offer opportunities for energy reduction that exceed what conventional approaches can achieve. Advanced process controls using artificial intelligence and machine learning optimize operating parameters in real-time based on comprehensive data analysis. These systems identify optimization opportunities that human operators cannot perceive, continuously adjusting parameters for maximum efficiency. Pilot implementations in plastic processing applications have demonstrated fifteen to twenty-five percent energy reduction beyond what conventional optimization achieves.
Predictive energy optimization anticipates energy needs based on production schedules and automatically adjusts equipment to minimize energy consumption. Integration with production planning systems enables coordinated optimization across the entire production system rather than optimizing individual equipment in isolation. These advanced capabilities represent the next frontier in energy management, building on foundational improvements to achieve further reductions. Investment requirements remain significant but are declining as technology matures and adoption increases.
Renewable Energy Integration for Recycling Operations
On-site renewable energy generation including solar photovoltaic and wind systems can supply a portion of facility energy needs from zero-emission sources. Solar photovoltaic systems have reached cost levels where grid-parity economics apply in many locations, with installation costs of $1.50 to $2.50 per watt generating electricity at five to ten cents per kilowatt-hour over system life. Rooftop and ground-mounted installations can supply twenty to fifty percent of facility energy consumption depending on available space and facility load profiles.
Battery energy storage enables facilities to shift renewable generation to periods of peak demand or highest utility rates. Storage also provides backup power capability that improves facility resilience. Combined renewable and storage systems create microgrid capability that reduces grid dependence while providing grid services that may generate revenue. These systems typically cost $500 to $1,000 per kilowatt-hour of storage capacity, with costs continuing to decline rapidly.
Case Studies in Plastic Recycling Energy Reduction
Success Story: Medium-Scale Recycling Facility Optimization
A medium-scale plastic recycling facility processing 2,000 kilograms per hour of mixed polyolefin materials implemented comprehensive energy reduction measures that reduced consumption by thirty-five percent while increasing throughput by fifteen percent. Initial assessment identified shredded and extrusion processes as priority targets, with auxiliary systems also offering significant improvement potential. The facility invested approximately $180,000 in equipment upgrades and operational improvements over eighteen months.
Equipment upgrades included VFD installation on all major motors, shredder optimization with automated feed control, extruder heat recovery systems, and LED lighting throughout the facility. Operational improvements included production scheduling optimization, employee energy awareness training, and establishment of energy monitoring and targeting systems. Combined annual energy cost savings exceeded $120,000, generating simple payback of eighteen months on total investment. The facility subsequently achieved ISO 50001 certification, documenting their systematic energy management approach.
Lessons from Large-Scale Operation Efficiency Projects
Large-scale plastic recycling operations achieve even greater absolute savings through comprehensive efficiency programs. One facility processing 8,000 kilograms per hour implemented a multi-year efficiency program that reduced energy intensity from 0.45 to 0.28 kWh per kilogram, representing thirty-eight percent improvement. Total investment exceeded $1.2 million across multiple project phases, generating annual savings of $580,000 and simple payback of approximately twenty-five months.
Key success factors from this and similar projects include executive commitment to energy management, comprehensive baseline assessment, systematic project prioritization, phased implementation approach, and continuous monitoring and optimization. Organizations that treat energy management as strategic priority rather than tactical concern consistently achieve superior results. The combination of operational discipline and appropriate capital investment generates returns that exceed most alternative investment opportunities while simultaneously reducing environmental impact.
Developing Your Energy Reduction Roadmap
Assessment and Prioritization Process
Developing an effective energy reduction roadmap requires systematic assessment of opportunities and prioritization based on impact and feasibility. Begin with comprehensive energy audit that documents current consumption patterns, identifies major uses, and quantifies improvement potential across all opportunities. This assessment provides the foundation for realistic goal-setting and project prioritization. Many facilities discover opportunities they were unaware of through comprehensive assessment.
Prioritize opportunities based on return on investment, with highest-return projects implemented first to generate quick wins and build momentum. Group related projects into phases that create manageable implementation sequences while building toward comprehensive improvement. Set specific, measurable goals that define success and provide focus for improvement efforts. Communicate goals throughout the organization to ensure alignment and engagement. Regular review and adjustment keeps the roadmap relevant as conditions change and new opportunities emerge.
Implementation Planning and Resource Allocation
Successful implementation requires adequate resources including capital, personnel, and management attention. Develop detailed implementation plans that define specific actions, responsibilities, timelines, and resource requirements. Identify resource constraints that may limit implementation pace and develop strategies for addressing these constraints. Management attention to energy projects ensures that operational pressures do not consistently displace energy improvement activities.
Change management practices help ensure that operational changes achieve intended results. Communication helps employees understand why changes are being made and how they contribute to success. Training ensures that employees have the skills needed to implement new practices effectively. Performance management links energy performance to accountability and recognition systems. These organizational elements often determine whether technical solutions actually deliver their potential benefits.
Conclusion
Reducing energy bills in plastic recycling operations represents both an economic opportunity and an environmental imperative that responsible operators cannot afford to ignore. The comprehensive strategies outlined in this guide offer proven approaches for achieving substantial energy reduction while maintaining or improving production capabilities. From equipment optimization to operational improvements, from capital investments to employee engagement, numerous opportunities exist for facilities at every optimization level to improve energy performance.
The journey toward energy efficiency begins with measurement and awareness, progresses through assessment and prioritization, and culminates in sustained implementation of improvement strategies. Every facility has energy reduction potential; the question is whether operators will capture these opportunities or allow them to pass unrealized. The economic benefits alone justify serious energy management attention, while environmental benefits provide additional motivation for facilities committed to sustainability leadership.
Begin your energy reduction journey today by assessing your current energy performance, identifying your highest-impact opportunities, and developing a roadmap for systematic improvement. The combination of economic returns and operational benefits awaits facilities willing to make energy efficiency a priority. Your competitors who achieve superior energy efficiency will have cost advantages that become increasingly significant as energy prices rise. Position your facility for long-term success through comprehensive energy management that reduces costs while demonstrating environmental responsibility.