The global plastic waste crisis demands recycling solutions capable of processing diverse material streams efficiently and economically. Modern recycling operations increasingly face the challenge of handling multiple plastic types on single production lines, seeking to maximize equipment utilization while maintaining product quality across varying feed stock compositions. This comprehensive approach to plastic waste management offers significant advantages including reduced capital requirements, improved operational flexibility, and enhanced ability to serve dynamic market demands. However, successfully processing different plastic wastes on unified recycling infrastructure requires careful planning, appropriate equipment selection, and sophisticated operational practices that this guide explains in detail.
Understanding Plastic Waste Stream Diversity
Plastic waste streams exhibit tremendous variety in composition, contamination levels, physical characteristics, and processing requirements. Municipal recycling programs collect commingled materials containing numerous plastic types with varying contamination from food residue, labels, adhesives, and other foreign materials. Industrial waste streams from manufacturing operations offer cleaner materials but may contain diverse polymer types mixed together. Commercial waste streams fall somewhere between these extremes, with characteristics that vary substantially depending on source industries and collection practices.
Common Plastic Types and Their Properties
Understanding the properties of common plastic types guides processing decisions and equipment configuration. Polyethylene terephthalate (PET) dominates beverage bottle recycling streams, with high clarity potential and strong market demand for recycled content applications. High-density polyethylene (HDPE) provides excellent chemical resistance and represents significant recycling volumes from container applications. Polypropylene (PP) offers superior heat resistance and growing demand in automotive and packaging applications. Polystyrene (PS) presents processing challenges but serves important applications in food service and insulation.
Polyvinyl chloride (PVC) requires careful handling due to thermal degradation and hydrogen chloride release when processed incorrectly. Low-density polyethylene (LDPE) and linear low-density polyethylene (LLDPE) serve flexible packaging applications with processing characteristics similar to HDPE but requiring separation for optimal recovery. Engineering plastics including ABS, polycarbonate, and nylon command premium values but require specialized processing approaches. Each plastic type demands specific temperature profiles, shear conditions, and contamination tolerance that shape recycling line configuration.
Contamination Types and Their Impact
Contamination in plastic waste streams significantly affects processing requirements and product quality outcomes. Organic contamination including food residues, paper labels, and biological materials introduces moisture, odors, and processing difficulties. Inorganic contamination including metals, glass, sand, and mineral fillers impacts equipment wear and product purity. Cross-contamination from mixed plastic types affects melt properties and limits application suitability for recycled materials.
Moisture contamination presents particular challenges, as water trapped in plastic materials vaporizes during melting, creating voids, oxidation, and quality degradation in finished products. Pre-drying requirements vary substantially across plastic types, with some materials tolerating modest moisture while others require rigorous drying before processing. Contamination levels in typical waste streams range from less than one percent in well-separated industrial waste to ten percent or more in poorly managed municipal collections, dramatically affecting processing approach and equipment configuration.
Designing Flexible Recycling Lines for Multiple Plastic Types
Material Flow Configuration Strategies
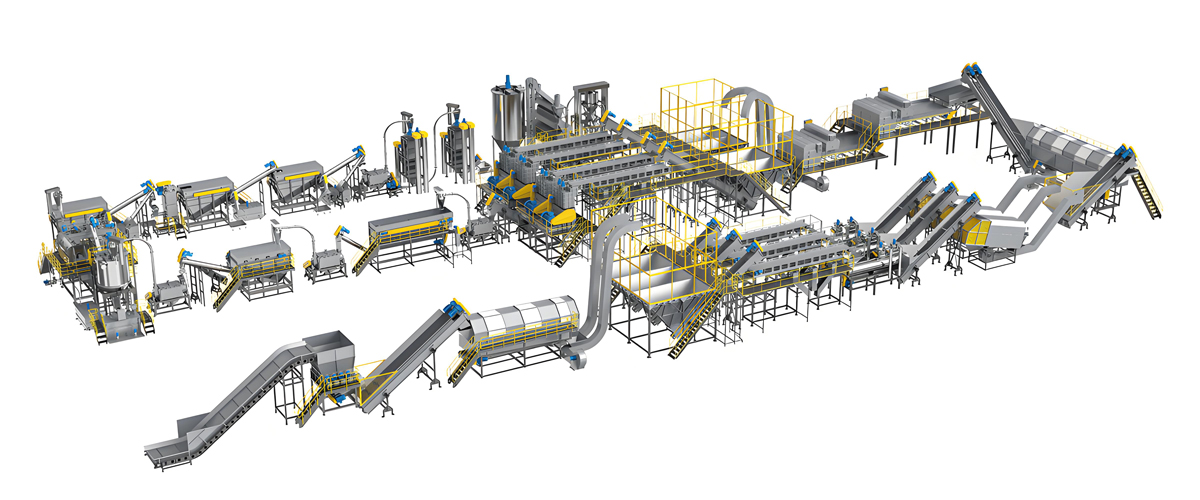
Flexible recycling lines accommodate multiple plastic types through careful configuration of material flow pathways. Parallel processing paths enable simultaneous handling of different material types without cross-contamination, with each stream receiving appropriate preprocessing before merging for common granulation or extrusion stages. Serial processing approaches handle diverse materials through sequential treatment stages that adapt to varying feed characteristics, with automatic parameter adjustment maintaining quality across material variations.
Hybrid configurations combining parallel and serial elements offer maximum flexibility for facilities handling diverse waste streams. Initial sorting stages separate major plastic categories into distinct streams, with each stream receiving optimized preprocessing before consolidation for final processing. This approach enables efficient handling of both uniform high-volume streams and mixed material streams requiring separation. The capital investment for flexible configurations typically runs fifteen to thirty percent higher than dedicated single-material lines, but the operational flexibility often justifies this premium for facilities with diverse feed stock sources.
Equipment Selection for Material Versatility
Equipment selection for multi-material recycling lines requires balancing specialization against versatility. Universal equipment capable of handling diverse materials offers operational flexibility but may sacrifice efficiency for any specific application. Highly specialized equipment delivers superior performance for targeted materials but limits ability to process other types. Most facilities benefit from strategic mixes of universal and specialized equipment that maximize overall operational capability.
Shredding equipment with adjustable rotor speeds and interchangeable cutting configurations handles diverse materials without excessive compromise. Extruders with broad temperature ranges and variable shear screw options accommodate different polymer melt requirements. Granulation systems with adjustable cutting parameters enable quality output across material types. Control systems that store optimized parameters for different materials enable quick changeover between production runs. Equipment costs for flexible configurations typically range from $200,000 to $600,000 for mid-capacity lines, with more specialized high-capacity systems running substantially higher.
Sorting Technologies for Plastic Separation
Near-Infrared Spectroscopy Sorting Systems
Near-infrared (NIR) spectroscopy sorting represents the most significant advancement in plastic separation technology, enabling automated identification and sorting of different plastic types at processing speeds impossible for human sorters. NIR systems analyze the molecular composition of materials as they travel on conveyor belts, identifying polymer types based on their characteristic infrared absorption patterns. Pneumatic ejectors then direct separated materials to appropriate collection streams with millisecond timing precision.
Modern NIR sorting systems achieve detection rates exceeding ninety-eight percent for common plastic types under favorable conditions. Processing capacities range from one to ten tons per hour depending on conveyor width and sorting complexity. System costs range from $80,000 for basic configurations handling single material types to $300,000 or more for high-capacity multi-material sorting lines. Return on investment calculations typically show payback periods of twelve to thirty months depending on labor cost savings, quality improvements, and throughput benefits.
Color Sorting and Additional Separation Technologies
Color sorting systems complement polymer type sorting by separating materials by color, enabling production of consistent-color recycled resins that command premium pricing. Color sorting uses visible light spectroscopy to identify material colors, with high-speed ejection systems directing materials to appropriate collection streams. Combined polymer and color sorting enables production of sorted, colored material fractions that serve demanding applications requiring consistent material properties.
Additional separation technologies address specific contamination challenges. Density separation systems separate plastics from inorganic materials like metals and glass based on buoyancy differences in liquid media. Electrostatic separation isolates insulating plastics from conductive materials. Froth flotation enables separation of plastic types with similar densities but different surface properties. Each technology addresses specific separation requirements that may be present in your feed stock, and effective multi-material processing often requires appropriate combinations of these technologies.
preprocessing Techniques for Mixed Plastic Streams
Washing and Cleaning System Configuration
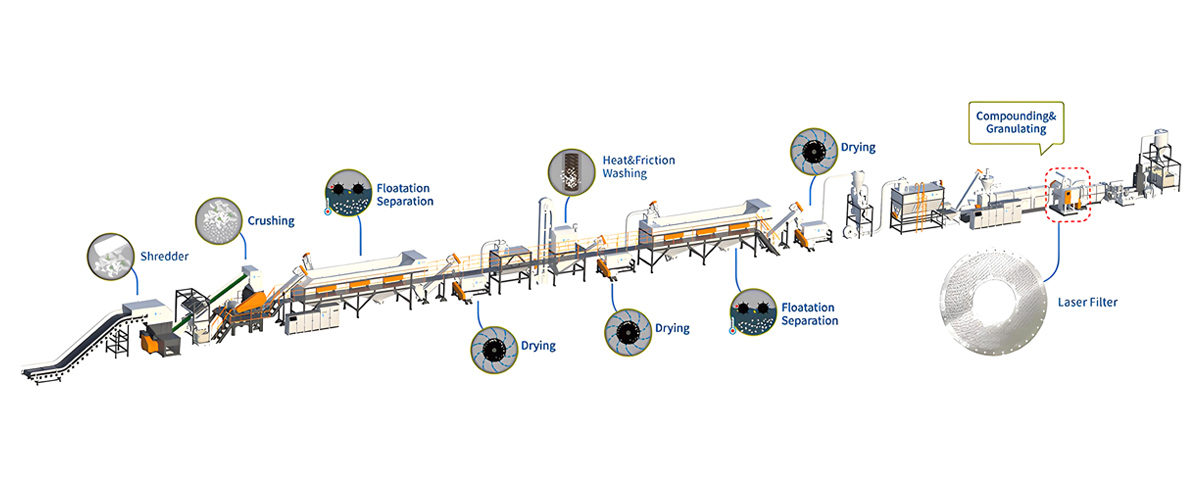
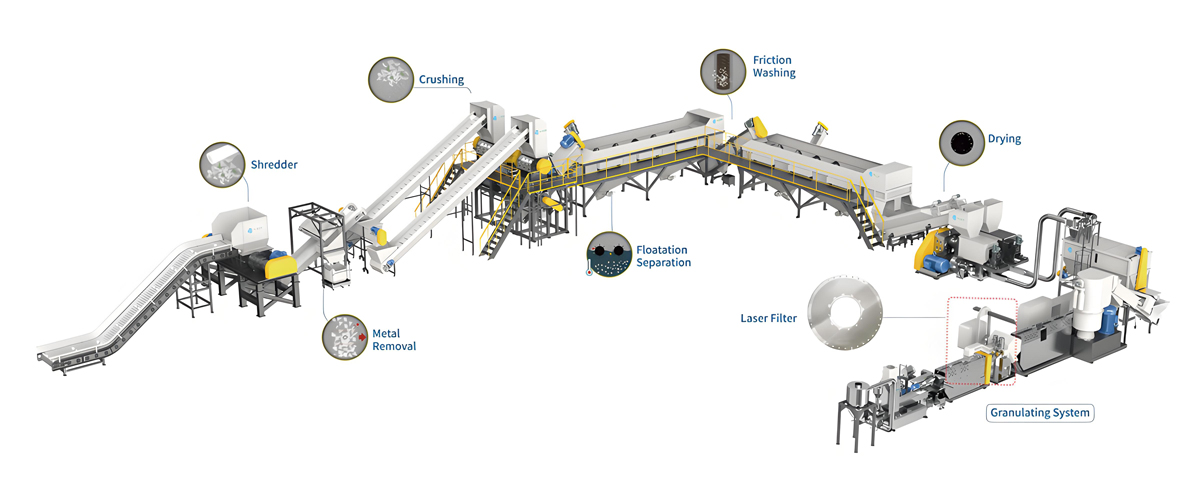
Effective washing systems prepare mixed plastic streams for quality recycling by removing organic contamination, labels, adhesives, and surface residues. Multi-stage washing configurations progressively clean materials through successive treatment steps, with each stage addressing specific contamination types. Hot water washing removes organic residues while cold rinsing removes loosened contamination and residual detergents. Friction washing uses mechanical agitation to scrub surfaces without damaging plastic materials.
Sink-float separation tanks leverage density differences between plastic types and water to separate materials while simultaneously cleaning them. HDPE and PET typically float in water while PVC, PETG, and other denser plastics sink, enabling gravity-based separation that complements spectroscopic sorting. Optimized tank designs including appropriate water flow, temperature control, and residence time maximize separation efficiency and cleaning effectiveness. Washing system costs typically range from $40,000 to $150,000 depending on capacity and sophistication, with returns through improved product quality and reduced contamination-related processing problems.
Drying and Moisture Removal Technologies
Proper drying ensures that processed materials meet moisture specifications for quality output. Different plastic types have vastly different drying requirements, with PET requiring rigorous drying at elevated temperatures to prevent hydrolysis while polyolefins tolerate modest moisture levels. Flexible recycling lines must accommodate these varying requirements through appropriately configured drying systems that prevent over-drying of sensitive materials while adequately drying tolerant materials.
Mechanical dewatering through centrifugal dryers, vibrating screens, or compression dewatering removes the majority of water before thermal drying, substantially reducing thermal energy requirements. Thermal dryers using desiccant or dehumidification technology achieve the low dew point conditions required for moisture-sensitive materials. Combined mechanical and thermal drying typically achieves moisture contents below 0.1 percent for sensitive materials while minimizing energy consumption. Drying system investments typically range from $20,000 to $80,000 for configurations capable of handling diverse material types.
Processing Considerations for Different Plastic Types
PET Processing Requirements and Challenges
PET recycling presents specific challenges requiring specialized processing approaches. Moisture sensitivity requires rigorous drying before melt processing to prevent hydrolytic degradation that reduces molecular weight and compromises material properties. Thermal sensitivity requires careful temperature control to prevent thermal oxidation and discoloration. Contamination sensitivity demands effective removal of PVC and other heat-sensitive plastics that would degrade during processing.
PET processing temperatures typically range from 260 to 290 degrees Celsius with dew point requirements below minus forty degrees Celsius for adequate drying. IV (intrinsic viscosity) maintenance throughout processing preserves material quality for fiber and bottle applications. Solid-state polymerization can increase IV for applications requiring higher molecular weight. PET recycling equipment configurations specifically designed for these requirements typically cost twenty to thirty percent more than general-purpose equipment, but the quality output and reduced waste justify this premium for PET-focused operations.
Polyolefin Processing Considerations
Polyethylene and polypropylene offer more forgiving processing windows that enable flexible handling across varying conditions. Lower melting points compared to PET reduce thermal energy requirements and equipment stress. Moisture tolerance permits processing with modest drying requirements that general dehumidification systems can achieve. Broader processing windows accommodate parameter variations that would compromise quality in more sensitive materials.
However, polyolefin processing still benefits from appropriate equipment configuration and operational practices. Contamination from PVC remains problematic even in polyolefin streams, requiring effective separation before processing. Melt filtration removes contamination that sorting missed, with screen changers enabling continuous operation without shutdown. Additive packages including stabilizers, antioxidants, and flow modifiers often improve recycled polyolefin properties for target applications. Polyolefin processing equipment costs range broadly depending on capacity and sophistication, from $50,000 for basic configurations to $300,000 or more for advanced systems with comprehensive automation.
Engineering Plastic Processing Requirements
Engineering plastics including ABS, polycarbonate, nylon, and polyacetal require specialized processing approaches that general-purpose equipment may not accommodate. Higher melting points, greater moisture sensitivity, and more demanding thermal stability requirements necessitate equipment designed specifically for these materials. Processing temperatures for common engineering plastics range from 240 degrees Celsius for ABS to 320 degrees Celsius for some polycarbonate formulations.
Material compatibility presents particular challenges when processing engineering plastics in shared equipment. Residual materials from previous runs can contaminate current production, causing property variations and quality problems. Dedicated equipment for each material type eliminates cross-contamination concerns but increases capital requirements. Alternatively, rigorous purging protocols with appropriate cleaning materials and extensive parameter adjustment enable shared equipment use with careful management. Engineering plastic processing equipment typically costs thirty to fifty percent more than general-purpose configurations due to specialized design requirements.
Quality Management Across Material Streams
Contamination Detection and Control Systems
Effective quality management in multi-material recycling requires comprehensive contamination detection that identifies problems before they affect product quality or equipment reliability. X-ray fluorescence (XRF) systems detect heavy metal contamination from inks, pigments, and metallic additives that NIR systems cannot identify. Metal detectors and magnets provide redundant protection against metallic contamination that damages processing equipment. Optical inspection systems identify visual defects including discoloration, contamination, and inconsistent particle size.
Inline monitoring systems provide continuous quality assessment during production, enabling automatic parameter adjustment or material diversion when problems occur. Melt filtration with automatic screen changers removes contamination that passes initial sorting, with differential pressure monitoring indicating when screens require advancement. Combined detection systems create multiple protection layers that maintain quality despite imperfect input material streams. Quality detection investments typically range from $30,000 to $120,000 depending on sophistication and coverage.
Product Segregation and Traceability Systems
Multi-material recycling operations require segregation systems that maintain material identity throughout processing. Separate storage and conveying systems prevent cross-contamination between different material streams. Batch tracking systems maintain records linking output products to input material compositions and processing conditions. Quality testing at appropriate intervals verifies conformance to specifications and identifies when process adjustments are required.
Traceability systems increasingly demanded by customers and regulations enable tracking of materials from source to final product. Documentation systems record input materials, processing parameters, and quality test results for each production batch. Chain of custody documentation demonstrates responsible material handling throughout recycling operations. These systems protect both the facility and customers by ensuring consistent quality and responsible practices. Investment in comprehensive traceability systems ranges from $15,000 to $60,000 depending on documentation requirements and integration complexity.
Operational Strategies for Multi-Material Processing
Production Scheduling for Material Flexibility
Effective production scheduling maximizes throughput while maintaining quality across varying material streams. Group similar materials in production runs to minimize changeover time and quality variation. Schedule demanding materials when freshest equipment setup and most attentive operator oversight are available. Balance production runs against inventory requirements and customer delivery schedules to optimize overall operational efficiency.
Material preparation sequencing ensures that preprocessing stages complete appropriately before materials proceed to final processing. Washing, drying, and intermediate storage must be coordinated with granulation and extrusion scheduling. Feed stock availability planning ensures that materials are prepared and available when production scheduling requires them. Sophisticated scheduling systems that account for material preparation requirements often achieve ten to twenty percent higher throughput than simplistic scheduling approaches.
Changeover Management and Efficiency Optimization
Changeovers between different material types or product specifications require careful management to minimize time and material waste. Pre-planned changeover procedures ensure that all necessary steps complete efficiently without missing critical requirements. Parameter presets stored in control systems enable rapid configuration changes without manual adjustment of numerous settings. Purging protocols using appropriate cleaning materials prepare equipment for material transitions without excessive waste.
Changeover time optimization focuses on activities that can proceed while equipment is still running previous production. Separating changeable and fixed changeover components enables parallel rather than sequential activities. Dedicated changeover teams or individuals ensure consistent execution without production staff distraction. Tracking changeover metrics reveals improvement opportunities and monitors optimization progress. Well-managed changeover systems typically achieve changeover times twenty to forty percent shorter than unmanaged approaches.
Market Considerations for Mixed Material Products
Product Quality Versus Market Requirements
Understanding market requirements guides product quality targets that balance customer needs against processing costs. Some applications require highly sorted, consistent-color materials that command premium pricing but demand intensive processing. Other applications accept mixed-color or mixed-type materials that require less processing but receive lower prices. Matching product specifications to market requirements prevents over-processing materials for undemanding applications while ensuring adequate quality for demanding uses.
Market research identifies pricing, volume, and specification requirements for different product categories. Direct customer relationships provide insight into actual requirements that market research may not capture. Contract negotiation should clearly specify quality requirements to avoid disputes while ensuring that pricing reflects actual specification levels. Flexibility to produce different quality levels enables serving diverse market segments rather than depending on narrow customer categories.
Value-Added Processing and Product Differentiation
Value-added processing enhances recycled plastic value beyond basic granulation through additional treatment, compounding, or specialized production. Additive incorporation through compounding improves properties including UV stability, color, impact resistance, and processability. Blending different recycled streams creates formulations with balanced properties for specific applications. Specialty production including color concentrates or customized compounds serves demanding applications at premium pricing.
Product differentiation through consistent quality, reliable supply, and certifications enables premium positioning against commodity competitors. Responsible sourcing certifications demonstrate environmental commitment that customers increasingly demand. Quality management system certifications provide assurance of consistent processes. These differentiators often justify price premiums of five to fifteen percent compared to undifferentiated materials, generating significant revenue enhancement for modest investment in quality systems and certifications.
Cost Analysis for Multi-Material Recycling Operations
Capital Investment Requirements
Multi-material recycling line capital requirements vary substantially based on capacity, flexibility level, and automation sophistication. Basic configurations capable of processing limited material varieties with moderate quality targets range from $300,000 to $600,000 for capacities of 1,000 to 3,000 kilograms per hour. Mid-range configurations with comprehensive sorting, flexible processing, and quality control systems typically range from $600,000 to $1.2 million. High-capacity sophisticated operations with extensive automation and premium quality capabilities may require $1.5 million to $3 million or more.
Component investments typically allocate across material handling (fifteen to twenty percent), sorting systems (twenty to thirty percent), washing and cleaning (fifteen to twenty percent), processing equipment (twenty to thirty percent), and quality control (five to ten percent). Flexible systems with greater multi-material capability typically allocate higher percentages to sorting and quality control systems. Equipment financing options including leasing and term loans enable capital access for facilities with limited upfront capital availability.
Operating Cost Considerations and Optimization
Operating costs for multi-material recycling include labor, energy, consumables, maintenance, and overhead allocation. Labor requirements vary significantly with automation level, ranging from fifty to eighty hours weekly for labor-intensive operations to fifteen to thirty hours for highly automated facilities. Energy consumption typically ranges from 0.3 to 0.6 kilowatt-hours per kilogram of output depending on material types processed and equipment efficiency. Consumables including chemicals, purging materials, and wear parts add $0.02 to $0.08 per kilogram depending on process requirements.
Maintenance costs for well-maintained equipment typically range from $0.01 to $0.04 per kilogram of production. Overhead allocation including facilities, administration, and support functions adds $0.02 to $0.06 per kilogram depending on organizational structure. Total operating costs for multi-material recycling typically range from $0.15 to $0.35 per kilogram, with most operations falling in the $0.20 to $0.28 range. Continuous improvement focus often achieves five to fifteen percent cost reductions within two years of operation.
Case Study: Successful Multi-Material Recycling Operations
Medium-Scale Facility Configuration and Results
A medium-scale recycling facility processing 2,500 kilograms per hour implemented a flexible multi-material line capable of handling PET, HDPE, PP, and LDPE from municipal and commercial waste streams. Total capital investment reached $850,000 including NIR sorting, multi-stage washing, flexible extrusion, and comprehensive quality control. Operating costs averaged $0.24 per kilogram across mixed material production, generating average selling prices of $0.65 to $1.10 per kilogram depending on material type and quality level.
Annual production of approximately 8,000 metric tons generated gross revenue of $6.5 million against operating costs of $1.9 million, yielding contribution margins that supported debt service and generated attractive returns on invested capital. Quality levels achieved ninety-five to ninety-eight percent purity for sorted materials, enabling premium pricing in demanding applications. Flexibility to process diverse material streams enabled feedstock procurement from multiple sources, reducing supply risk and maintaining competitive raw material costs.
Lessons from Large-Scale Multi-Material Operations
Large-scale operations processing more than 10,000 kilograms per hour achieve economies of scale that improve competitiveness. One major recycling operation processing 15,000 kilograms per hour across multiple plastic types invested $2.8 million in comprehensive sorting, washing, and processing systems. Sophisticated automation enabled labor requirements of only sixty hours weekly across three shifts, with total operating costs of $0.18 per kilogram on average material mixes.
Key success factors from high-performing multi-material operations include comprehensive feedstock testing before processing, rigorous quality control throughout production, proactive maintenance preventing unplanned downtime, continuous improvement focused on cost reduction, and customer relationship development ensuring market access for all product types. Operations achieving best-in-class performance typically demonstrate operational maturity accumulated over years of systematic improvement, providing realistic targets for developing operations while recognizing that excellence requires sustained commitment.
Future Trends in Multi-Material Plastic Recycling
Technology Development and Advancement
Continuing technology development promises improved capabilities for multi-material plastic recycling. Artificial intelligence and machine learning enhance sorting accuracy and efficiency, enabling detection of subtle material differences that current systems cannot identify. Advanced sensor technologies including hyperspectral imaging expand contamination detection capabilities beyond current limitations. Robotics and automation reduce labor requirements while improving consistency and quality.
Chemical recycling technologies including pyrolysis and depolymerization offer alternative processing pathways for mixed plastic streams that mechanical recycling cannot effectively handle. These technologies convert mixed plastics to fuel or chemical feedstocks, recovering value from materials that would otherwise be landfilled. Development of commercial-scale chemical recycling continues advancing, with several facilities under construction globally that will expand processing options for challenging waste streams.
Regulatory and Market Evolution
Regulatory requirements continue evolving toward greater recycling mandates and recycled content requirements. Extended producer responsibility programs shift recycling costs to manufacturers, increasing demand for recycled materials and supporting recycling economics. Recycled content mandates in packaging and products create guaranteed demand for recycled plastics that benefits responsible recycling operations. These regulatory trends favor operations with capability to process diverse material streams effectively.
Market evolution toward circular economy principles increases value attributed to recycled materials beyond commodity pricing. Corporate sustainability commitments drive demand for recycled content that may exceed pure economic optimization. Supply chain transparency requirements reward operations with traceability systems demonstrating responsible material handling. Operations that anticipate and prepare for these trends position themselves advantageously as markets evolve toward sustainability-focused structures.
Conclusion
Handling different plastic wastes on one recycling line represents both a significant operational challenge and a compelling business opportunity for facilities willing to invest in appropriate capabilities. The strategies outlined in this guide provide comprehensive frameworks for designing, implementing, and operating flexible recycling systems that effectively process diverse material streams. From sorting technologies to preprocessing approaches, from processing flexibility to quality management, successful multi-material operations require systematic attention to numerous technical and operational factors.
The economic and environmental imperative driving plastic recycling growth creates opportunity for operations that develop multi-material processing capabilities. Market demand for recycled content continues strengthening while feedstock availability expands with improved collection infrastructure. Operations prepared to process diverse materials effectively position themselves to capture market opportunities that single-material facilities cannot access. The investment in flexible recycling infrastructure generates returns through market access, operational efficiency, and competitive advantage.
Begin developing your multi-material recycling capability by assessing current constraints, identifying highest-value opportunities, and developing implementation plans that balance ambition with practical constraints. The journey toward flexible multi-material processing requires sustained commitment and systematic capability building, but the rewards in market access and operational resilience justify this investment for facilities committed to long-term success in the evolving plastic recycling industry.