Material adhesion is one of the most persistent and costly problems in plastic recycling extrusion operations worldwide. According to industry reports, adhesion-related issues cause an average of 15-25% of production downtime in recycling plants, resulting in annual losses of over $2.3 billion globally. When plastic material sticks to the screw, barrel, or die of an extruder, it leads to reduced throughput, inconsistent pellet quality, increased energy consumption, and frequent equipment maintenance. In severe cases, adhesion can cause complete screw blockages that require costly disassembly and repairs, shutting down production for days or even weeks.
The problem of material adhesion is particularly acute in plastic recycling operations due to the variable nature of recycled feedstocks. Unlike virgin plastics, recycled materials often contain residual contaminants, moisture, additives, and degraded polymer chains that increase their tendency to stick to metal surfaces. Additionally, the repeated heating and mechanical shearing that occurs during recycling further degrades the polymer molecules, creating low-molecular-weight fractions that act as adhesives between the plastic and the extruder components.
As a leading global manufacturer of advanced plastic recycling equipment with over 15 years of experience, POLYRETEC has developed comprehensive solutions to eliminate material adhesion in plastic recycling extruders. Our engineering team has conducted extensive research into the root causes of adhesion and implemented innovative design features and processing technologies that prevent material from sticking to extruder components. With over 1,200 machines installed in more than 60 countries, POLYRETEC has helped recycling plants around the world eliminate adhesion-related downtime, improve product quality, and increase profitability.
This comprehensive guide provides a detailed analysis of material adhesion in plastic recycling extruders and presents proven solutions to solve this critical problem. It examines the fundamental causes of adhesion from material, equipment, and process perspectives, details POLYRETEC’s innovative anti-adhesion technologies, provides practical guidance on process optimization and maintenance, includes a detailed cost analysis and return on investment calculation, and features real-world case studies of successful adhesion elimination using POLYRETEC equipment. Whether you are operating a small recycling facility or a large industrial plant, this guide will help you understand and solve material adhesion issues in your extrusion operations.
1. The Impact of Material Adhesion on Recycling Operations
Material adhesion in plastic recycling extruders has far-reaching consequences that affect every aspect of production efficiency, product quality, and operational costs. Understanding these impacts is essential for recognizing the urgency of implementing effective solutions.
1.1 Reduced Production Throughput and Efficiency
The most immediate impact of material adhesion is a significant reduction in production throughput. When plastic sticks to the screw and barrel, it creates a layer of stagnant material that insulates the barrel from the heating elements and reduces the effective conveying capacity of the screw. This insulation effect requires higher energy input to maintain processing temperatures, while the reduced conveying capacity slows down the rate at which material moves through the extruder.
In severe cases, adhesion can cause material to build up on the screw flights, reducing the free volume available for material transport. This buildup can progress to the point where the screw becomes completely blocked, requiring an emergency shutdown and manual cleaning. Even partial adhesion can reduce throughput by 20-40%, significantly increasing the time required to process a given volume of plastic waste.
For a typical 1,000 kg/hour recycling extruder operating 24 hours per day, 300 days per year, a 30% reduction in throughput results in a loss of 2,160 tons of production capacity annually. At an average profit margin of $150 per ton, this translates to lost revenue of $324,000 per year.
1.2 Degraded Product Quality and Increased Waste
Material adhesion also has a detrimental effect on the quality of the final recycled pellets. The stagnant material that adheres to the extruder components remains in the high-temperature environment for extended periods, leading to thermal degradation and discoloration. This degraded material periodically breaks off and mixes with the normal product flow, creating black specks, gels, and other defects in the pellets.
Additionally, the inconsistent flow caused by adhesion leads to variations in melt temperature and pressure, resulting in pellets with inconsistent size, shape, and density. These quality issues reduce the market value of the recycled material and may make it unsuitable for high-value applications. In many cases, pellets with significant adhesion-related defects must be reprocessed or discarded entirely, increasing waste rates and reducing overall plant efficiency.
Industry data shows that adhesion-related quality issues typically increase waste rates from 1-2% to 5-10%. For a 1,000 kg/hour extruder, this represents an additional 720-1,440 tons of waste per year, costing $108,000-$216,000 annually in lost material value.
1.3 Increased Energy Consumption and Operating Costs
Material adhesion significantly increases the energy consumption of plastic recycling extruders. The insulating layer of adhered material reduces heat transfer efficiency, requiring the heating elements to operate at higher power levels to maintain the desired processing temperatures. Additionally, the increased friction between the adhered material and the extruder components increases the torque required to turn the screw, further increasing energy consumption.
Studies have shown that adhesion can increase the specific energy consumption (SEC) of plastic recycling extruders by 25-50%. For a typical 1,000 kg/hour extruder with a power consumption of 200 kW, a 35% increase in energy consumption results in an additional 504,000 kWh of electricity use per year. At an average electricity cost of $0.12 per kWh, this translates to additional energy costs of $60,480 per year.
Adhesion also increases maintenance costs by accelerating wear and tear on extruder components. The abrasive nature of the adhered material causes increased friction between the screw and barrel, leading to premature wear and requiring more frequent replacement of these expensive components. Additionally, the frequent cleaning and maintenance required to address adhesion issues increases labor costs and downtime.
1.4 Safety Risks and Equipment Damage
In addition to the economic impacts, material adhesion also poses significant safety risks to plant personnel and can cause severe damage to equipment. The high temperatures and pressures involved in extrusion operations mean that sudden releases of molten plastic due to adhesion-related blockages can cause serious burns and other injuries to workers.
Furthermore, the increased torque required to turn a screw with significant material buildup can overload the drive system, leading to motor burnout, gearbox damage, or even screw breakage. These types of catastrophic failures require expensive repairs and can result in extended production downtime, costing tens of thousands of dollars in lost revenue and repair expenses.
2. Fundamental Causes of Material Adhesion in Plastic Recycling Extruders
Material adhesion in plastic recycling extruders is a complex phenomenon caused by the interaction of multiple factors related to the material being processed, the design of the extruder equipment, and the operating parameters used. A thorough understanding of these fundamental causes is essential for developing effective solutions.
2.1 Material-Related Causes
The properties of the recycled plastic material itself are the primary factors contributing to adhesion issues in extrusion operations. Recycled feedstocks are inherently more variable than virgin plastics, and this variability can significantly increase their tendency to stick to metal surfaces.
Polymer degradation is one of the most significant material-related causes of adhesion. During the recycling process, plastic materials are subjected to repeated heating and mechanical shearing that break the polymer chains into smaller fragments. These low-molecular-weight fragments have lower melting points and higher viscosity than the original polymer, making them more likely to adhere to metal surfaces. Additionally, degradation can create polar functional groups on the polymer chains that increase their chemical affinity for metal surfaces, further enhancing adhesion.
Moisture content is another critical factor contributing to material adhesion. Most recycled plastics absorb moisture from the environment, and this moisture can cause hydrolysis during extrusion, further accelerating polymer degradation. The steam generated from moisture vaporization can also create bubbles in the melt that disrupt flow and cause material to stick to the extruder components.
Contaminants in recycled feedstocks also play a significant role in adhesion. Residual adhesives, labels, inks, oils, and food residues can act as adhesives between the plastic and the metal surfaces of the extruder. Additionally, inorganic contaminants such as dirt, sand, and glass can create rough surfaces on the screw and barrel that provide more sites for plastic material to adhere to.
Additive residues in recycled plastics can also contribute to adhesion issues. Many plastic products contain additives such as plasticizers, lubricants, stabilizers, and pigments that can migrate to the surface during processing. Some of these additives have a high affinity for metal surfaces and can form a sticky layer that promotes adhesion of the plastic material.
Finally, mixed polymer blends are a common source of adhesion problems in recycling operations. When different types of plastics are processed together, they often have different melting points and flow characteristics. The higher-melting-point polymers may not fully melt during processing, creating solid particles that can adhere to the extruder components. Additionally, the incompatibility between different polymers can lead to phase separation and the formation of sticky interfaces that promote adhesion.
2.2 Equipment-Related Causes
The design and condition of the extruder equipment also have a significant impact on material adhesion. Poorly designed or worn extruder components can create conditions that promote material buildup and adhesion.
Screw design is one of the most critical equipment-related factors affecting adhesion. The geometry of the screw, including the flight depth, pitch, compression ratio, and mixing elements, determines how the material is conveyed, melted, and mixed during extrusion. Screws with inadequate compression or poor mixing capabilities can create stagnant zones where material can accumulate and adhere to the screw surface. Additionally, screws with sharp corners or rough surfaces provide more sites for material to stick to.
The surface finish of the screw and barrel is another important factor. Smooth surfaces reduce friction and minimize the number of sites where material can adhere, while rough surfaces increase friction and promote adhesion. Over time, wear and abrasion from recycled materials can create rough surfaces on the screw and barrel that significantly increase the tendency for material to stick.
Temperature control system design also plays a crucial role in preventing adhesion. Extruders with poor temperature control capabilities can create hot spots or temperature variations along the barrel that cause localized overheating and degradation of the plastic material. This degraded material is more likely to adhere to the extruder components. Additionally, inadequate cooling in the feed zone can cause material to soften prematurely and stick to the screw before it is properly conveyed.
Vent and degassing system design is another important equipment consideration. Inadequate venting allows moisture, volatile organic compounds (VOCs), and other gases to remain trapped in the melt, leading to bubbles and flow disturbances that promote adhesion. Additionally, poorly designed vents can become clogged with material, reducing their effectiveness and creating additional stagnant zones.
Finally, die design can also contribute to adhesion issues. Dies with sharp corners, dead zones, or improper flow channels can create areas where material can accumulate and degrade. This degraded material can then adhere to the die surface and periodically break off, causing defects in the final product.
2.3 Process-Related Causes
The operating parameters used in the extrusion process also have a significant impact on material adhesion. Improper process settings can create conditions that promote material degradation and adhesion, even when using well-designed equipment and high-quality feedstocks.
Temperature profile is one of the most critical process parameters affecting adhesion. Excessively high temperatures accelerate polymer degradation, creating low-molecular-weight fractions that are more likely to adhere to metal surfaces. Conversely, insufficient temperatures can result in incomplete melting of the plastic material, leading to increased friction and adhesion between the solid particles and the extruder components.
Screw speed is another important process parameter. Higher screw speeds increase the mechanical shear applied to the material, which can accelerate degradation and increase the temperature of the melt through viscous dissipation. However, excessively low screw speeds can increase the residence time of the material in the extruder, leading to thermal degradation and adhesion.
Feed rate also plays a role in adhesion. Overfeeding the extruder can cause material to accumulate in the feed zone, leading to increased residence time and thermal degradation. Underfeeding, on the other hand, can create partially filled screw channels that allow material to adhere to the screw surface due to reduced conveying forces.
Residence time distribution is another critical factor. Longer residence times increase the exposure of the material to high temperatures, leading to increased degradation and adhesion. This is particularly problematic in extruders with large volumes or poor mixing capabilities, where some material may remain in the extruder for extended periods.
Finally, inadequate pre-processing of the feedstock can contribute to adhesion issues. Failure to properly sort, clean, and dry the recycled material before extrusion can leave contaminants and moisture in the feedstock that promote adhesion during processing.
3. Systematic Solutions to Eliminate Material Adhesion
Solving material adhesion in plastic recycling extruders requires a systematic approach that addresses all three categories of causes: material, equipment, and process. The following solutions have been proven effective in eliminating adhesion issues and improving extrusion performance.
3.1 Raw Material Pre-Treatment and Quality Control
The first line of defense against material adhesion is implementing strict raw material pre-treatment and quality control procedures. Proper pre-processing of the feedstock can eliminate many of the material-related factors that contribute to adhesion.
Effective sorting is essential for ensuring that only compatible plastic types are processed together. Mixed polymer blends are a major source of adhesion problems, so implementing advanced sorting technologies such as near-infrared (NIR) optical sorting can significantly reduce adhesion issues by separating different plastic types with high accuracy.
Thorough cleaning is another critical pre-treatment step. Removing contaminants such as adhesives, labels, inks, oils, and food residues eliminates many of the substances that act as adhesives between the plastic and the extruder components. POLYRETEC offers advanced plastic washing lines that use a combination of mechanical and chemical cleaning processes to remove even the most stubborn contaminants from recycled plastics.
Proper drying is essential for eliminating moisture-related adhesion issues. Recycled plastics should be dried to moisture levels below 0.1% before extrusion to prevent hydrolysis and steam generation. POLYRETEC offers a range of drying equipment, including hot air dryers and dehumidifying dryers, that can effectively remove moisture from all types of recycled plastics.
Additive modification can also be used to reduce the tendency of recycled plastics to adhere to extruder components. Adding small amounts of external lubricants such as polyethylene wax, stearic acid, or metal stearates can reduce the friction between the plastic melt and the metal surfaces, preventing adhesion. However, it is important to use the correct type and amount of lubricant to avoid negatively affecting the properties of the final product.
Finally, implementing strict quality control procedures to monitor the properties of the feedstock before extrusion can help identify and address potential adhesion issues before they cause production problems. Regular testing of moisture content, melt flow index, and contamination levels can ensure that only high-quality feedstock enters the extruder.
3.2 Extruder Equipment Design Optimization
Optimizing the design of the extruder equipment is essential for eliminating material adhesion. POLYRETEC has incorporated numerous innovative design features into our recycling extruders specifically to prevent material from sticking to the screw, barrel, and die.
Advanced screw design is one of the most effective ways to prevent adhesion. POLYRETEC screws are designed with optimized geometry that ensures efficient conveying, melting, and mixing of the plastic material while minimizing stagnant zones. Our screws feature gradual compression ratios, streamlined transitions between sections, and specially designed mixing elements that promote uniform melting and prevent material buildup. Additionally, our screws have polished surfaces with a roughness of less than 0.4 μm, significantly reducing the number of sites where material can adhere.
Surface treatment of the screw and barrel is another critical design optimization. POLYRETEC uses advanced surface treatment technologies to create smooth, hard, and non-stick surfaces on our extruder components. Our standard screws and barrels are nitrided to a depth of 0.5-0.8 mm, creating a hard, wear-resistant surface with excellent anti-adhesion properties. For more demanding applications, we offer optional coatings such as tungsten carbide, chromium carbide, or ceramic coatings that provide even greater wear resistance and anti-adhesion performance. These coatings can increase the service life of the screw and barrel by 2-3 times while virtually eliminating material adhesion.
Advanced temperature control systems are also essential for preventing adhesion. POLYRETEC extruders are equipped with intelligent PID temperature controllers that maintain precise temperature control within ±1°C along the entire length of the barrel. Our systems use multiple independent heating and cooling zones that allow for precise adjustment of the temperature profile to match the specific properties of the material being processed. Additionally, our temperature control systems feature real-time monitoring and alarm functions that alert operators to any temperature deviations that could lead to adhesion issues.
Enhanced venting and degassing systems are another important design feature. POLYRETEC extruders feature multiple vent ports along the barrel that allow moisture, volatile organic compounds, and other gases to escape from the melt. Our vent ports are designed with special geometry that prevents material from being drawn into the vents while still allowing efficient degassing. For applications with high moisture or volatile content, we offer optional vacuum venting systems that provide even more effective degassing, further reducing the risk of adhesion.
Finally, die design optimization is essential for preventing adhesion at the exit of the extruder. POLYRETEC dies are designed with streamlined flow channels, rounded corners, and polished surfaces that promote uniform flow and prevent material accumulation. Our dies also feature quick-change designs that allow for easy cleaning and maintenance, minimizing downtime when product changes are required.
3.3 Process Parameter Optimization
Optimizing the process parameters used in the extrusion operation is another critical step in eliminating material adhesion. The optimal process settings will vary depending on the type of plastic being processed, the design of the extruder, and the desired product properties, but the following general guidelines apply to most recycling operations.
Temperature profile optimization is essential for preventing adhesion. The temperature profile should be set to ensure complete melting of the plastic material while minimizing thermal degradation. In general, the temperature should be gradually increased from the feed zone to the metering zone, with a slight decrease at the die to prevent excessive heating of the material as it exits the extruder. For most recycled plastics, the processing temperature should be kept as low as possible while still ensuring complete melting and good flow properties.
Screw speed optimization is also important. The screw speed should be set to provide the desired throughput while ensuring adequate melting and mixing of the material. Higher screw speeds increase production rates but also increase shear heating and mechanical degradation of the material. Lower screw speeds reduce shear heating but increase residence time, which can also lead to thermal degradation. The optimal screw speed will balance these factors to minimize degradation and adhesion while maximizing throughput.
Feed rate optimization is another critical factor. The feed rate should be matched to the screw speed and the capacity of the extruder to ensure consistent, uniform feeding. Overfeeding can cause material to accumulate in the feed zone, leading to increased residence time and thermal degradation. Underfeeding can create partially filled screw channels that allow material to adhere to the screw surface. POLYRETEC extruders are equipped with precision feeders that allow for accurate control of the feed rate to ensure optimal performance.
Residence time control is also essential for preventing adhesion. The residence time should be kept as short as possible while still ensuring complete melting and degassing of the material. This can be achieved by optimizing the screw speed, feed rate, and screw design to minimize the volume of material in the extruder and promote efficient conveying.
Finally, implementing a regular process monitoring and control program can help identify and address potential adhesion issues before they cause production problems. Continuous monitoring of key process parameters such as temperature, pressure, torque, and melt flow index can provide early warning signs of adhesion issues, allowing operators to make adjustments before the problem becomes severe.
3.4 Regular Maintenance and Cleaning Procedures
Implementing regular maintenance and cleaning procedures is essential for preventing material adhesion and ensuring the long-term performance of the extruder. Even with the best equipment design and process optimization, some material buildup will occur over time, and regular cleaning is necessary to remove this buildup before it causes significant problems.
Daily cleaning procedures should include removing any residual material from the hopper, feed throat, and die after each production run. This can be done using a soft brush or scraper, taking care not to damage the polished surfaces of the extruder components. Additionally, the temperature should be gradually reduced after each run to prevent thermal shock to the equipment and to minimize the degradation of any residual material.
Weekly cleaning procedures should include a more thorough cleaning of the extruder using a purging compound. Purging compounds are specially formulated materials that help remove residual plastic and contaminants from the screw and barrel. POLYRETEC recommends using a high-quality purging compound specifically designed for recycling applications to ensure effective cleaning without damaging the extruder components.
Monthly maintenance procedures should include inspecting the screw and barrel for signs of wear, damage, or material buildup. This can be done by removing the die and using a borescope to inspect the interior of the barrel and the surface of the screw. Any significant material buildup should be removed, and any worn or damaged components should be repaired or replaced.
Quarterly or semi-annual maintenance procedures should include a complete disassembly and cleaning of the extruder. This involves removing the screw from the barrel and thoroughly cleaning both components using a combination of mechanical and chemical methods. During this process, the screw and barrel should be carefully inspected for wear, and any necessary repairs or replacements should be made. POLYRETEC offers comprehensive maintenance services to assist customers with these more extensive maintenance procedures.
Finally, implementing a preventive maintenance program based on the manufacturer’s recommendations can help extend the service life of the extruder and minimize the risk of adhesion-related problems. Regular lubrication of moving parts, calibration of temperature and pressure sensors, and inspection of electrical and mechanical systems are all essential components of an effective preventive maintenance program.
4. POLYRETEC Advanced Anti-Adhesion Extruder Technologies
POLYRETEC has developed a range of advanced anti-adhesion technologies specifically designed for plastic recycling extruders. These technologies have been proven effective in eliminating material adhesion in even the most challenging recycling applications, allowing our customers to achieve higher production rates, better product quality, and lower operating costs.
4.1 POLYRETEC Single-Screw Extruders with Anti-Adhesion Design
POLYRETEC single-screw extruders are the workhorses of the plastic recycling industry, and they incorporate numerous innovative design features to prevent material adhesion. Our single-screw extruders are available in sizes ranging from 50 mm to 200 mm screw diameter, with processing capacities from 100 kg/hour to 5,000 kg/hour.
The core of our anti-adhesion design is our proprietary screw geometry. POLYRETEC screws feature a unique barrier flight design that separates the solid and melt phases of the plastic material, ensuring efficient melting and preventing stagnant zones where material can accumulate and adhere. Our screws also feature a gradual compression ratio that provides gentle, uniform melting of the material, minimizing thermal degradation and reducing the tendency for adhesion.
All POLYRETEC single-screw extruders come standard with nitrided screws and barrels that provide excellent wear resistance and anti-adhesion properties. For more demanding applications, we offer optional tungsten carbide coating that provides even greater wear resistance and anti-adhesion performance. This coating is applied using a high-velocity oxygen fuel (HVOF) process that creates a dense, uniform coating with a hardness of 70-75 HRC and a surface roughness of less than 0.2 μm.
POLYRETEC single-screw extruders also feature advanced temperature control systems with up to 12 independent heating and cooling zones. Our intelligent PID controllers maintain precise temperature control within ±1°C, ensuring uniform melting and preventing hot spots that can lead to thermal degradation and adhesion. Additionally, our temperature control systems feature real-time monitoring and data logging capabilities that allow operators to track process parameters and identify potential issues before they cause production problems.
Enhanced venting and degassing systems are another key feature of POLYRETEC single-screw extruders. Our extruders feature up to three vent ports along the barrel, including optional vacuum venting for applications with high moisture or volatile content. Our vent ports are designed with special anti-clogging geometry that prevents material from being drawn into the vents while still allowing efficient degassing.
The base price for a POLYRETEC 1000 kg/hour single-screw extruder with standard anti-adhesion features ranges from $80,000 to $150,000. Upgrading to the tungsten carbide coating adds approximately 10-15% to the initial cost but can reduce maintenance costs by 50% and extend the service life of the screw and barrel by 2-3 times.
4.2 POLYRETEC Twin-Screw Extruders for Challenging Applications
For more challenging recycling applications such as processing highly contaminated materials, mixed polymer blends, or engineering plastics, POLYRETEC offers twin-screw extruders with advanced anti-adhesion capabilities. Our co-rotating twin-screw extruders provide superior mixing and compounding capabilities, allowing for more efficient processing of difficult materials while minimizing adhesion issues.
POLYRETEC twin-screw extruders feature a modular design that allows for easy customization of the screw configuration to match the specific requirements of the application. Our screw elements are designed with optimized geometry that provides efficient conveying, melting, and mixing while minimizing stagnant zones and material buildup. Additionally, our screw elements are made from high-quality alloy steel and can be coated with tungsten carbide or ceramic coatings for enhanced wear resistance and anti-adhesion performance.
The intermeshing design of twin-screw extruders provides a self-cleaning action that helps prevent material from adhering to the screw surfaces. As the screws rotate, the flights of one screw wipe the surface of the other screw, removing any material buildup and ensuring continuous, uniform processing. This self-cleaning action is particularly effective in preventing adhesion in applications involving sticky or degraded materials.
POLYRETEC twin-screw extruders also feature advanced temperature control systems with multiple independent heating and cooling zones. Our systems use both barrel heating/cooling and screw core temperature control to maintain precise temperature control throughout the extruder, ensuring uniform melting and preventing thermal degradation. Additionally, our twin-screw extruders feature multiple vent ports for efficient degassing, further reducing the risk of adhesion.
The base price for a POLYRETEC 1000 kg/hour twin-screw extruder with standard anti-adhesion features ranges from $150,000 to $250,000. While the initial cost is higher than a single-screw extruder, the superior performance and versatility of twin-screw extruders make them a cost-effective choice for challenging recycling applications.
4.3 POLYRETEC Intelligent Control System for Adhesion Prevention
POLYRETEC has developed an intelligent control system specifically designed to prevent material adhesion in plastic recycling extruders. Our advanced control system uses real-time data from multiple sensors to monitor the extrusion process and automatically adjust process parameters to prevent adhesion issues before they occur.
The system continuously monitors key process parameters such as temperature, pressure, torque, melt flow index, and motor current. Using advanced algorithms, the system can detect early signs of material adhesion, such as increasing torque, decreasing throughput, or fluctuations in pressure. When these signs are detected, the system automatically adjusts process parameters such as temperature, screw speed, or feed rate to correct the issue and prevent further adhesion.
The POLYRETEC intelligent control system also features a user-friendly touchscreen interface that provides operators with real-time visualization of the extrusion process. The interface displays all key process parameters, alarms, and diagnostic information, allowing operators to quickly identify and address any issues that arise. Additionally, the system includes data logging and reporting capabilities that allow managers to track production performance and identify opportunities for process improvement.
For customers with multiple extruders, the POLYRETEC control system can be integrated into a plant-wide monitoring and control system, allowing for centralized management of all extrusion operations. This integration provides greater visibility into plant performance and allows for more efficient scheduling and resource allocation.
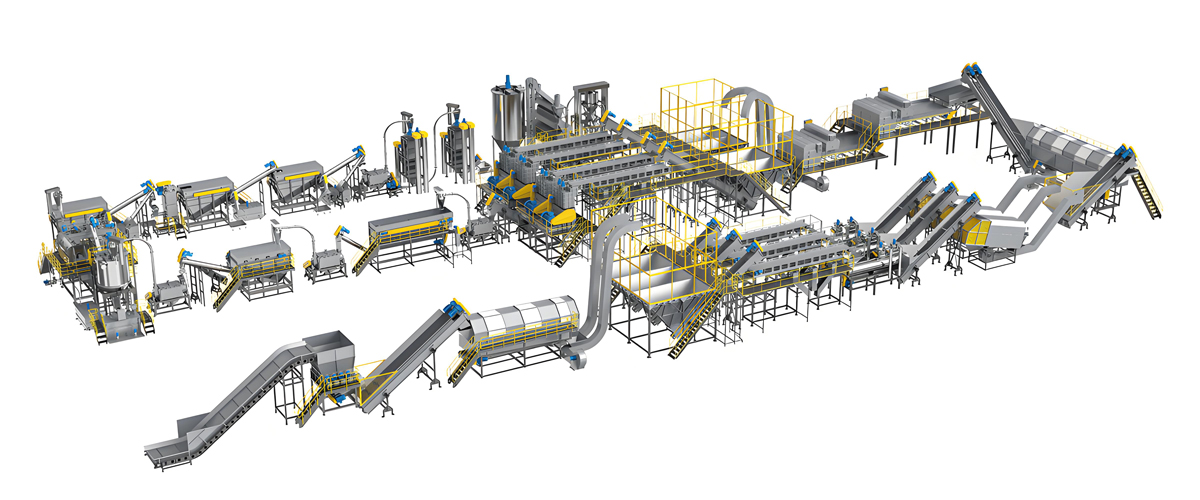
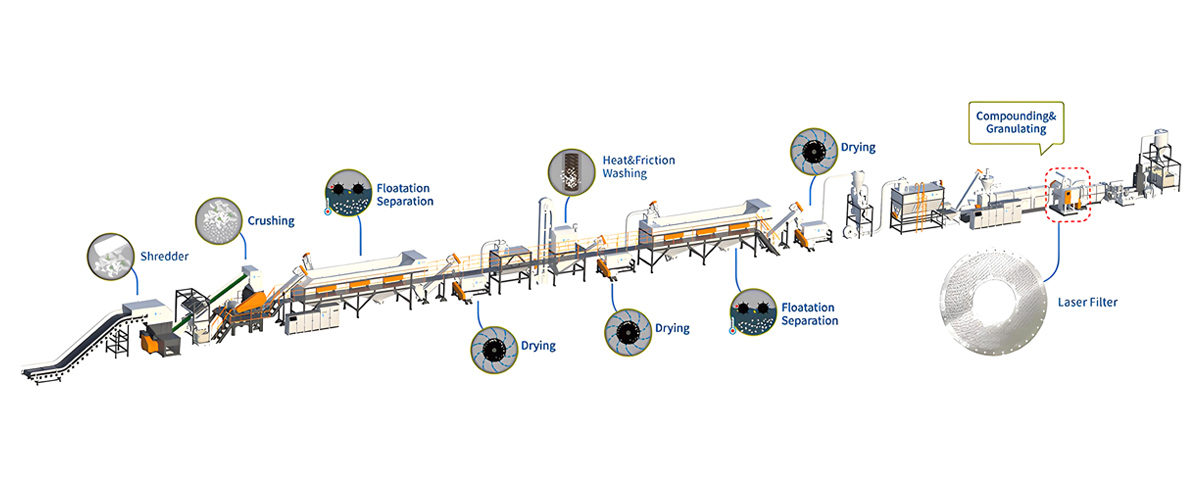
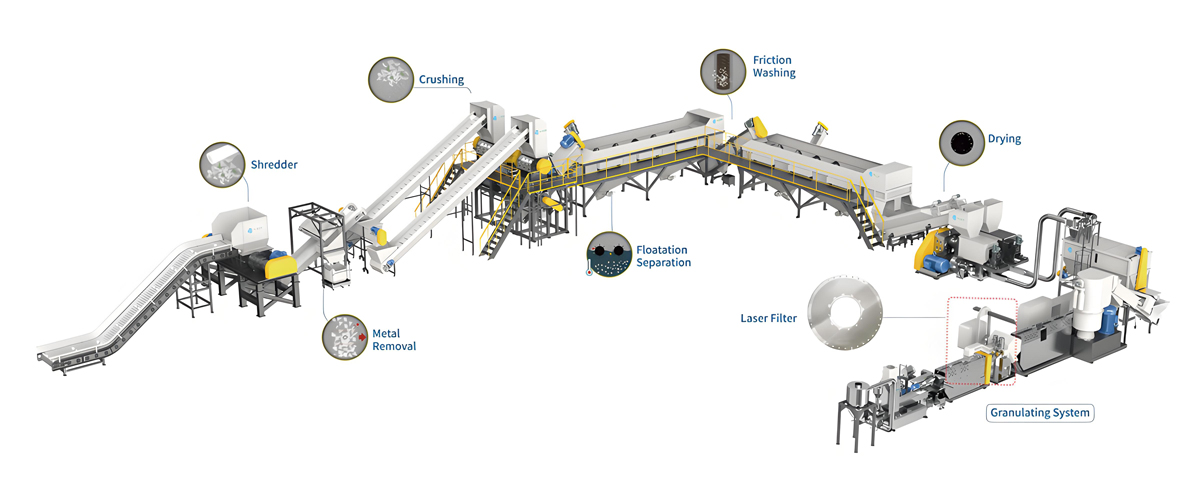
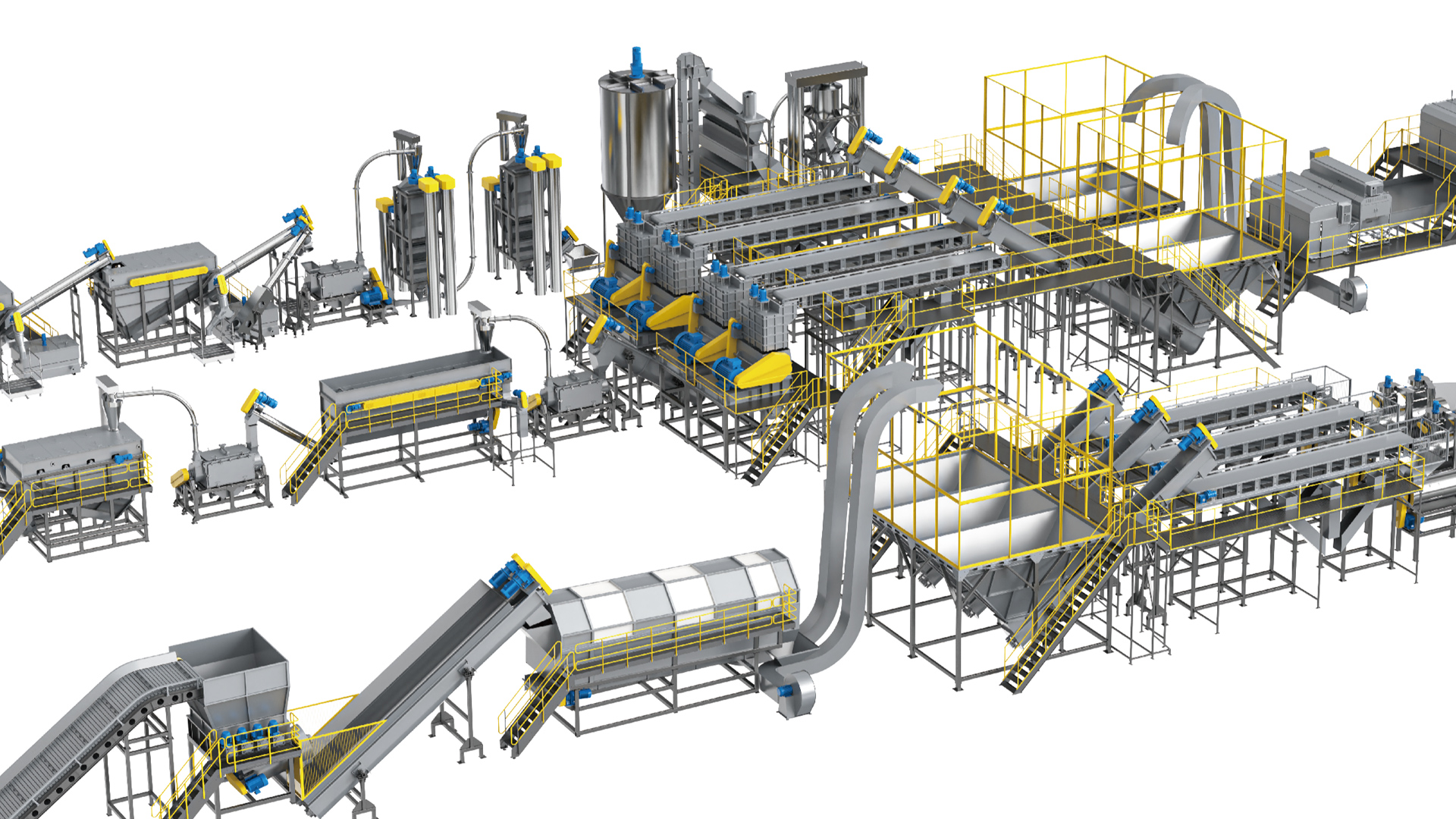
4.4 POLYRETEC Complete Recycling Line Integration
One of the key advantages of working with POLYRETEC is our ability to provide complete turnkey recycling lines that are fully integrated and optimized to prevent material adhesion. Our recycling lines include all necessary equipment from shredding and crushing to washing, drying, extrusion, and pelletizing, and all components are designed to work together seamlessly to ensure optimal performance.
By integrating the entire recycling process, we can ensure that the feedstock entering the extruder is of the highest quality, with minimal contaminants and moisture. This significantly reduces the risk of adhesion issues in the extruder. Additionally, our integrated control system allows for seamless communication between all components of the line, ensuring that the extruder is always operating at optimal conditions based on the properties of the incoming material.
POLYRETEC complete recycling lines are available in capacities ranging from 300 kg/hour to 10,000 kg/hour, and they can be customized to process all types of plastic waste, including PET bottles, HDPE containers, LDPE films, PP hard plastics, and engineering plastics. The base price for a complete 1000 kg/hour PET bottle recycling line from POLYRETEC ranges from $250,000 to $350,000.
5. Cost Analysis and Return on Investment
Investing in advanced anti-adhesion technologies for plastic recycling extruders requires a significant capital expenditure, but it can provide substantial returns through increased production efficiency, reduced waste, lower operating costs, and improved product quality. The following analysis provides a detailed breakdown of the costs and returns associated with implementing POLYRETEC anti-adhesion solutions.
5.1 Initial Investment Cost Comparison
The initial investment for anti-adhesion solutions varies depending on the type of extruder, the capacity, and the specific features required. The following table compares the initial investment costs for a traditional 1000 kg/hour plastic recycling extruder versus a POLYRETEC extruder with advanced anti-adhesion features:
Traditional recycling extruder: Extruder with basic screw and barrel: $60,000 Basic temperature control system: $10,000 Standard venting system: $5,000 Basic control system: $5,000 Installation and commissioning: $10,000 Total initial investment: $90,000
POLYRETEC recycling extruder with anti-adhesion features: Extruder with optimized screw design: $80,000 Nitrided screw and barrel: Included Advanced temperature control system: $15,000 Enhanced venting system: $10,000 Intelligent control system: $15,000 Installation and commissioning: $10,000 Total initial investment: $130,000
While the POLYRETEC extruder has a 44% higher initial investment, the additional cost is quickly offset by the significant savings in operating costs and increased production revenue.
5.2 Annual Operating Cost Comparison
The following table compares the annual operating costs for a traditional 1000 kg/hour recycling extruder versus a POLYRETEC extruder with advanced anti-adhesion features, based on 24 hours per day, 300 days per year operation:
Traditional recycling extruder: Energy costs: $240,000 per year Maintenance costs: $80,000 per year Labor costs: $180,000 per year (3 operators per shift) Waste disposal costs: $60,000 per year (5% waste rate) Lost revenue from downtime: $324,000 per year (30% throughput reduction) Total annual operating costs: $884,000
POLYRETEC recycling extruder with anti-adhesion features: Energy costs: $156,000 per year (35% reduction) Maintenance costs: $40,000 per year (50% reduction) Labor costs: $120,000 per year (2 operators per shift) Waste disposal costs: $12,000 per year (1% waste rate) Lost revenue from downtime: $0 per year (no adhesion-related downtime) Total annual operating costs: $328,000
Annual cost savings with POLYRETEC anti-adhesion extruder: $884,000 – $328,000 = $556,000
5.3 Return on Investment Calculation
Using the figures from the previous sections, we can calculate the return on investment (ROI) for the POLYRETEC anti-adhesion extruder. The additional initial investment for the POLYRETEC extruder is $130,000 – $90,000 = $40,000, and the annual cost savings are $556,000.
Payback period = Additional initial investment ÷ Annual cost savings = $40,000 ÷ $556,000 = 0.07 years (approximately 26 days)
This means that the additional investment in the POLYRETEC anti-adhesion extruder is fully recovered in less than one month through cost savings alone. When considering the additional revenue from increased production capacity and improved product quality, the actual payback period is even shorter.
Over the 15-year service life of the equipment, the total savings would be: Total savings over 15 years = ($556,000 × 15) – $40,000 = $8,300,000
This represents a return on investment of over 20,750% over the life of the equipment.
5.4 Additional Benefits and Intangible Returns
In addition to the direct financial benefits, implementing POLYRETEC anti-adhesion solutions also provides numerous intangible benefits that contribute to the long-term success of the recycling operation. These include:
Improved product quality: The elimination of adhesion-related defects results in higher-quality recycled pellets that command a premium price in the market. This can increase revenue by an additional 10-20% compared to lower-quality pellets.
Enhanced safety: By eliminating adhesion-related blockages and equipment failures, POLYRETEC extruders create a safer working environment for plant personnel, reducing the risk of accidents and injuries.
Increased equipment lifespan: The advanced design and surface treatment of POLYRETEC extruders extend the service life of the equipment by 2-3 times compared to traditional extruders, reducing the need for frequent equipment replacement.
Improved customer satisfaction: Consistent product quality and reliable delivery times improve customer satisfaction and loyalty, leading to long-term business relationships and repeat orders.
Environmental benefits: By reducing waste and energy consumption, POLYRETEC anti-adhesion solutions help recycling plants reduce their environmental footprint and meet sustainability goals.
6. Real-World Case Studies
The following case studies demonstrate how POLYRETEC anti-adhesion technologies have helped recycling plants around the world solve material adhesion issues and achieve significant improvements in production efficiency, product quality, and profitability.
6.1 Case Study 1: PET Bottle Recycling Plant in Germany
A leading PET bottle recycling plant in Germany was experiencing severe material adhesion issues in their extrusion operations. The plant was processing approximately 8,000 tons of post-consumer PET bottles per year using traditional extruders, but adhesion problems were causing frequent downtime, high waste rates, and poor product quality.
The adhesion issues were particularly severe during the summer months when higher ambient temperatures increased the moisture content of the feedstock. The plant was experiencing an average of 12 hours of downtime per week due to adhesion-related blockages, and waste rates were as high as 8%. The poor quality of the recycled pellets meant that they could only be sold for low-value applications, reducing the plant’s profitability.
The plant decided to replace their traditional extruders with POLYRETEC single-screw extruders with advanced anti-adhesion features. The new extruders featured optimized screw design, nitrided surfaces, advanced temperature control, and enhanced venting systems. POLYRETEC also provided comprehensive training for the plant’s operators and implemented a preventive maintenance program.
Results after implementation: Adhesion-related downtime was completely eliminated Production throughput increased by 35% from 1,000 kg/hour to 1,350 kg/hour Waste rates decreased from 8% to 0.8% Energy consumption reduced by 32% The quality of the recycled pellets improved significantly, allowing them to be sold for bottle-to-bottle applications at a 25% premium Total annual cost savings: $1,280,000 Payback period: 1.1 years
The plant was so satisfied with the results that they have since replaced all of their extruders with POLYRETEC equipment, making them one of the most efficient PET recycling facilities in Europe.
6.2 Case Study 2: LDPE Film Recycling Plant in the United States
An LDPE film recycling plant in the United States was struggling with severe material adhesion issues caused by the high levels of contamination and moisture in their feedstock. The plant was processing agricultural and industrial LDPE film, which often contained significant amounts of dirt, sand, and residual chemicals. These contaminants were causing material to stick to the screw and barrel of their traditional extruders, leading to frequent blockages and high maintenance costs.
The plant was experiencing an average of 15 hours of downtime per week due to adhesion issues, and they were having to replace the screw and barrel every 6-8 months due to excessive wear. The high waste rates and low production efficiency were threatening the viability of the business.
The plant contacted POLYRETEC for a solution, and we recommended a complete LDPE film recycling line including a specialized washing system, dryer, and twin-screw extruder with advanced anti-adhesion features. The extruder was equipped with tungsten carbide coated screws and barrels for enhanced wear resistance and anti-adhesion performance, as well as a vacuum venting system to remove moisture and volatile contaminants.
Results after implementation: Adhesion-related downtime reduced by 95% Production throughput increased by 40% from 500 kg/hour to 700 kg/hour Waste rates decreased from 10% to 1.2% Screw and barrel lifespan increased from 7 months to 36 months Energy consumption reduced by 38% Total annual cost savings: $720,000 Payback period: 1.4 years
The successful implementation of the POLYRETEC recycling line allowed the plant to increase its processing capacity and expand its customer base, turning a struggling business into a profitable operation.
6.3 Case Study 3: Mixed Plastic Recycling Plant in Thailand
A mixed plastic recycling plant in Thailand was processing a variety of post-consumer plastic waste, including HDPE, PP, and PS. The plant was using traditional extruders that were unable to effectively handle the mixed and contaminated feedstock, leading to severe adhesion issues and inconsistent product quality.
The plant was experiencing frequent screw blockages that required manual cleaning, resulting in an average of 20 hours of downtime per week. The recycled pellets had significant quality issues, including black specks and inconsistent color, making them difficult to sell. The plant was operating at a loss and considering closing down.
POLYRETEC provided a complete mixed plastic recycling solution including advanced sorting equipment, washing line, and twin-screw extruder with anti-adhesion features. The extruder was equipped with a modular screw design that could be easily reconfigured for different plastic types, as well as an intelligent control system that automatically adjusted process parameters based on the material being processed.
Results after implementation: Adhesion-related downtime reduced by 90% Production throughput increased by 50% from 800 kg/hour to 1,200 kg/hour Waste rates decreased from 12% to 1.5% Product quality improved significantly, allowing the plant to sell its pellets at a 30% premium Energy consumption reduced by 35% Total annual cost savings: $890,000 Payback period: 1.6 years
The POLYRETEC solution transformed the plant’s operations, allowing them to process a wider variety of plastic waste and produce high-quality recycled pellets that are in high demand in both domestic and international markets.
7. Best Practices for Long-Term Adhesion Prevention
While advanced equipment design and technology are essential for solving material adhesion issues, implementing best practices for operation and maintenance is equally important for ensuring long-term success. The following best practices will help you prevent adhesion issues and maintain optimal performance of your POLYRETEC extruder.
7.1 Establish Strict Raw Material Quality Control
The quality of the raw material entering the extruder is the single most important factor in preventing adhesion issues. Establishing strict raw material quality control procedures will ensure that only clean, dry, and consistent feedstock enters the extruder.
Implement a comprehensive sorting process to remove non-plastic contaminants and separate different plastic types. Use advanced sorting technologies such as NIR optical sorting and metal detection to ensure high purity of the feedstock.
Thoroughly clean and dry all recycled materials before extrusion. Use POLYRETEC washing lines and dryers to remove contaminants and moisture to levels below 0.1%. Regularly test the moisture content of the feedstock using a moisture analyzer to ensure it meets the required specifications.
Establish clear specifications for incoming feedstock and work closely with your suppliers to ensure they meet these specifications. Reject any feedstock that does not meet your quality standards to prevent adhesion issues and product quality problems.
7.2 Optimize Process Parameters for Each Material
Different types of plastics have different processing characteristics, and the optimal process parameters will vary depending on the material being processed. Take the time to develop and document optimal process parameters for each material type you process, including temperature profile, screw speed, feed rate, and vent settings.
Start with the recommended process parameters provided by POLYRETEC and make small adjustments as needed to optimize performance. Monitor key process parameters such as temperature, pressure, torque, and melt flow index to ensure they remain within the optimal range.
Use the POLYRETEC intelligent control system to store and recall process parameters for different materials. This will ensure consistent processing every time you change materials and reduce the risk of adhesion issues caused by incorrect settings.
Regularly review and update your process parameters based on changes in feedstock quality, equipment condition, or product requirements. Keep detailed records of all process changes and their effects on performance to identify trends and opportunities for improvement.
7.3 Implement a Comprehensive Maintenance Program
A comprehensive maintenance program is essential for preventing adhesion issues and extending the service life of