In the operation of a plastic recycling washing line, filtration systems act as the core barrier to ensure the cleanliness of washed materials and the stability of circulating water quality. Among various filtering elements, the laser filter stands out for its uniform pore size, high filtration precision, strong structural rigidity and long service life, and is widely installed in multiple key positions such as primary washing tanks, hot washing units, rinsing pools and dewatering machines. Different from ordinary punched screens, the laser filter adopts high-precision laser drilling process on high-quality stainless steel substrate, which can achieve micron-level filtration accuracy and effectively intercept fine sediment, paper pulp fragments, label residues, micro plastic fibers and other impurities in the washing water. However, in long-term continuous production, the micropores on the laser filter will be gradually blocked by fine impurities, viscous grease and scale deposits, which will not only reduce the water flow rate and cleaning effect, but also increase the equipment load and even cause material overflow or equipment overload shutdown.
Many plastic recycling enterprises do not have a standardized laser filter cleaning system, and often adopt extensive cleaning methods such as random scraping and high-pressure violent flushing. These wrong operations are easy to cause irreversible damage to the micropore structure, resulting in pore size expansion, deformation of the filter plate and even cracking, which greatly shortens the service life of the filter and increases the spare parts cost. On the contrary, mastering scientific cleaning methods and formulating a reasonable maintenance cycle can not only restore the filtration performance of the laser filter to the maximum extent, but also effectively extend its service life, reduce the frequency of spare parts replacement, and maintain the long-term stable operation of the whole plastic recycling washing line. For medium and large recycling production lines, standardized filter maintenance can also significantly reduce unplanned downtime and avoid production losses caused by filtration system failure.
As a professional manufacturer focusing on plastic recycling equipment and complete washing lines, POLYRETEC has accumulated rich on-site maintenance experience in the long-term project implementation process. Its plastic recycling washing lines are equipped with high-quality laser filter systems optimized for easy disassembly and maintenance, and are matched with special cleaning tools and process schemes. This guide will systematically explain the structural characteristics and application value of laser filters, analyze the root causes of blockage and the hazards of irregular cleaning, introduce the standard step-by-step cleaning process in detail, sort out the maintenance cycle and preventive maintenance scheme, summarize common wrong operations and avoidance strategies, and provide detailed cost-benefit analysis and POLYRETEC supporting solutions, so as to provide comprehensive practical guidance for plastic recycling enterprises to do a good job in filter maintenance and improve the overall operation efficiency of the washing line.
1. Function and Structural Characteristics of Laser Filter in Washing Line
1.1 Working Principle and Structural Design of Laser Filter
The laser filter, also known as laser perforated filter element, is a high-precision industrial filter element made of 304 or 316L stainless steel plate as the base material and processed by precision laser drilling technology. The high-energy laser beam melts and penetrates the stainless steel substrate to form evenly distributed micropores. The pore size can be precisely controlled within the range of 0.3mm to 3mm according to process requirements, and the pore wall is smooth and the opening rate is high. Compared with the traditional mechanical punching screen, the laser filter has more uniform pore size distribution, higher filtration accuracy and no burr on the pore wall, which is not easy to be blocked by fibrous impurities. At the same time, the overall structural strength of the filter plate is high, which can withstand high water pressure impact and long-term wear of materials, and is suitable for the harsh working environment of plastic recycling and washing.
According to different installation positions and use scenarios, laser filters are mainly divided into two structural forms: flat plate type and drum type. The flat laser filter is mostly installed at the water outlet of the washing tank, the inlet of the circulating water pump and the bottom of the rinsing tank to realize static filtration of water flow. The drum laser filter is mostly used in the rotary screening machine and the drum washing machine, and rotates with the equipment to realize continuous dynamic filtration and material dehydration. No matter what structure, the core working principle is to allow clean water to pass through the micropores and intercept solid impurities larger than the pore size on the filter surface, so as to realize solid-liquid separation and water purification. Maintaining the smoothness of micropores is the premise to ensure the filtration efficiency and water treatment capacity of the laser filter.
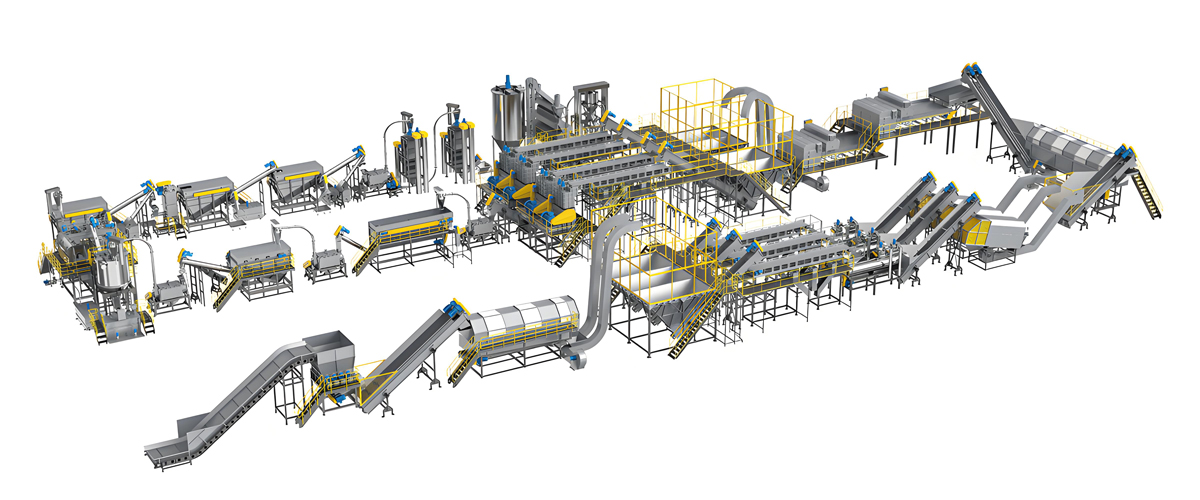
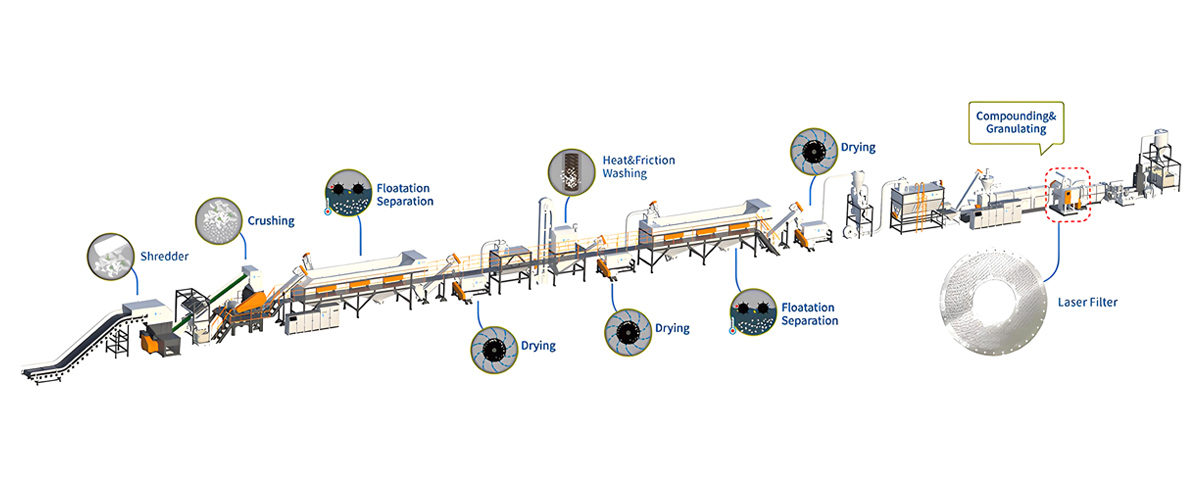
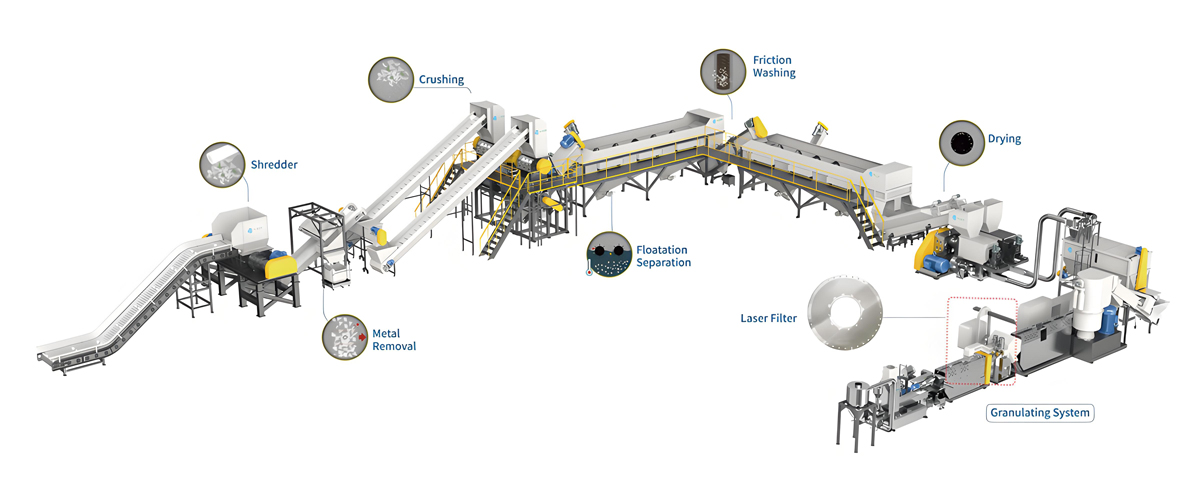
1.2 Application Positions in Plastic Recycling Washing Line
In a complete plastic recycling washing line, laser filters are distributed in multiple process links, undertaking different filtration tasks and facing different blockage risks. In the primary crushing and pre-washing link, the laser filter is installed at the water outlet of the primary washing tank to filter out large particles of sediment, gravel and soil washed from the surface of waste plastics. The filter in this position has the largest pore size and bears the largest amount of impurities, so it is the most prone to sediment deposition and blockage. In the hot washing and medicine washing link, the laser filter is used to filter the hot washing liquid, intercept paper pulp dissolved from labels, residual glue and fine fiber impurities. The filter in this position is easy to be blocked by viscous glue and fiber winding, and the cleaning difficulty is higher.
In the multi-stage rinsing link, the laser filter is responsible for filtering the rinsing circulating water, removing fine residual impurities and ensuring the cleanliness of the rinsing water, which directly affects the final cleaning quality of recycled materials. In the dewatering and drying link, the laser filter is installed inside the dewatering machine to realize solid-liquid separation under high-speed rotation, and the surface is often impacted by materials, which has high requirements for wear resistance. In the circulating water treatment system, the laser filter is used as the primary filtration of the circulating water to protect the water pump and subsequent water treatment equipment. Understanding the blockage characteristics of filters at different positions is helpful to formulate targeted cleaning schemes and maintenance cycles.
1.3 Importance of Clean Filter to Washing Line Efficiency
The cleanliness of the laser filter directly determines the operation efficiency of the whole plastic recycling washing line and the final cleaning quality of recycled materials. First, sufficient water flow is the basis to ensure the cleaning effect. After the filter is blocked, the water flow rate decreases significantly, resulting in insufficient water supply for the washing tank, materials can not be fully stirred and rinsed, and the sediment and impurities on the surface of materials can not be removed in time, resulting in the increase of ash content of finished materials and the decline of product grade. For food contact grade and high-quality recycled materials, unqualified cleaning quality will directly lead to product price reduction and huge economic losses.
Second, the blocked filter will increase the operation load of the water pump and the stirring mechanism, increase the power consumption of the equipment, and even cause the motor to burn out in serious cases. Third, long-term blockage will accelerate the wear and corrosion of the filter itself. Impurities embedded in the micropores for a long time will cause local corrosion of the stainless steel substrate and shorten the service life of the filter. Fourth, the decrease of circulating water flow will lead to the decline of the overall production capacity of the washing line. For a medium-sized washing line with an hourly output of 1 ton, 20% reduction of water flow may lead to 15% to 20% reduction of actual output, resulting in considerable output loss. Therefore, maintaining the smooth state of the laser filter through scientific cleaning is an important part of the daily management of the washing line.
2. Causes of Laser Filter Blockage and Hazards of Improper Cleaning
2.1 Main Types of Blocking Substances
The blockage of laser filter is the result of the combined action of various impurities, and the main blocking substances can be divided into five categories. The first category is sediment and mineral particles, which are the most common blocking substances in the primary washing link. Fine sand particles are embedded in the micropores under the action of water pressure, which are difficult to wash out naturally and will gradually accumulate to form blockage. The second category is plant fiber and paper pulp, mainly from waste paper labels and packaging cartons mixed in waste plastics. After soaking and stirring, these substances form fine fibers, which are easy to wind and hang on the edge of the filter hole, and gradually entangle more impurities to form a filter cake layer, resulting in a sharp decline in water permeability.
The third category is viscous grease and glue residues, mainly from label adhesive, oil stains on the surface of plastic parts and residual additives in materials. These viscous substances have strong adhesion, and will adhere to the surface of the filter and the inner wall of the micropores, adsorbing fine particles and fibers, forming dense scale that is difficult to remove. The fourth category is scale and mineral deposits. When the circulating water has high hardness, calcium and magnesium ions in the water will form scale deposits on the surface of the filter and around the micropores under long-term heating environment, narrowing the pore diameter and even completely blocking the micropores. The fifth category is micro plastic fibers and fine debris, which are easy to be embedded in the pores of the filter under the action of water pressure, resulting in pore blockage. Different blocking substances correspond to different cleaning methods and cleaning agents, and targeted treatment is needed to achieve the best cleaning effect.
2.2 Negative Impacts of Long-Term Uncleaned Blockage
If the blocked laser filter is not cleaned in time, it will bring multi-dimensional negative effects on production. In terms of production capacity, the blocked filter leads to the decrease of water flow and the slowdown of material cleaning speed, which directly reduces the hourly output of the whole washing line. Taking a medium-sized PE film washing line as an example, when the filter is seriously blocked, the water flow can be reduced by 30% to 40%, and the output can be reduced by 20% to 30%. Calculated by 20 hours of production per day, the daily output loss can reach 4 to 6 tons, and the direct economic loss exceeds 1,000 US dollars per week.
In terms of product quality, insufficient water flow and poor water quality will lead to the decline of material cleaning degree, the increase of ash content and impurity content, and the decline of finished product grade. The price difference between primary recycled materials and secondary recycled materials is usually 80 to 150 US dollars per ton. Long term unqualified cleaning quality will bring huge profit loss. In terms of equipment loss, the blocked filter increases the load of the water pump, increases the power consumption by 15% to 25%, and also accelerates the wear and aging of the pump body. In severe cases, it will cause the motor to burn out and cause unplanned shutdown. In terms of filter life, impurities embedded in the micropores for a long time will cause pitting corrosion and wear of the stainless steel substrate, which will permanently damage the pore structure and greatly shorten the service life of the filter. A set of laser filters that could have been used for 2 to 3 years may be scrapped in less than 1 year due to long-term blockage and improper maintenance.
2.3 Common Hazards of Wrong Cleaning Methods
Wrong cleaning methods will not only fail to achieve the expected cleaning effect, but also cause irreversible damage to the laser filter and bring greater economic losses. The most common wrong operation is to use a steel wire brush to scrape the filter surface. The hard steel wire will scratch the stainless steel surface and expand the edge of the micropores, resulting in the increase of filtration accuracy and the decline of interception capacity, and even large impurities can pass through the filter. At the same time, the scratched surface is easier to accumulate impurities, which accelerates the formation of the next blockage and forms a vicious circle.
The second common mistake is to use too high pressure water gun to directly wash the filter vertically. The high-pressure water jet will deform the micropores and even tear the filter plate under long-term impact, resulting in cracking and scrapping of the filter. The third mistake is to use strong acid and strong alkali cleaning agents for a long time. Although strong acid and alkali can dissolve scale and grease quickly, they will also corrode the stainless steel substrate, especially the weak position of the pore wall, resulting in pore expansion and pitting corrosion. The fourth mistake is to knock the filter with hard objects to remove impurities, which is easy to cause deformation and crack of the filter plate, resulting in permanent scrapping. These wrong cleaning methods seem to save time, but actually greatly shorten the service life of the filter and increase the spare parts replacement cost. For enterprises, the loss caused by filter damage is far higher than the cost saved by extensive cleaning.
3. Preparations and Safety Specifications Before Cleaning
3.1 Tools and Consumables Preparation
Standardized cleaning requires the preparation of special tools and consumables in advance to ensure the cleaning effect and avoid damage to the filter. In terms of cleaning tools, first, prepare a high-pressure cleaning water gun with adjustable pressure, which can adjust the water pressure according to the blockage degree and filter position, with the pressure range of 50 to 150 bar. Second, prepare soft bristle nylon brushes of different sizes for scrubbing the surface and edge gaps. It is strictly prohibited to use steel wire brushes. Third, prepare a set of special soft needle dredging tools, which are used to manually dredge the completely blocked micropores. The diameter of the needle shall be slightly smaller than the filter pore size to avoid expanding the pores during dredging.
Fourth, prepare an air compressor with air gun for purging and drying after cleaning. Fifth, prepare a plastic soaking tank for placing the filter for drug soaking. Sixth, prepare necessary disassembly tools such as wrenches and screwdrivers, which shall be matched with the fastener specifications of the filter. In terms of cleaning agents, neutral scale remover, alkaline degreaser with concentration ratio, food grade citric acid descaling agent and clean water shall be prepared. Select the appropriate cleaning agent according to the main blockage type. In terms of labor protection articles, operators shall be equipped with waterproof gloves, protective goggles, waterproof boots and protective masks to avoid splashing of cleaning agents and high-pressure water injury. Sufficient preparation of tools and consumables is the premise to ensure efficient and safe cleaning.
3.2 Equipment Shutdown and Safety Lockout Procedure
Safety must be put in the first place in all cleaning operations, and a strict shutdown and locking procedure must be implemented before disassembly and cleaning. First, stop the feeding of the washing line, run the equipment for a period of time to discharge the remaining materials in the tank, then turn off the power supply of the relevant equipment such as water pump, stirring motor and transmission motor, and hang the warning sign of maintenance in progress, do not switch on at the power switch. Implement the lockout tagout system, and the key shall be kept by the maintenance personnel to prevent others from starting the equipment by mistake.
Second, close the inlet and outlet valves of the circulating water pipeline, release the residual pressure in the pipeline, and confirm that there is no residual pressure before disassembly. Third, drain the accumulated water in the washing tank and filter chamber to avoid a large amount of sewage overflow during disassembly. Fourth, wait for the filter to cool to a safe temperature before operation. For the filter in the hot washing link, it is necessary to prevent high-temperature water and steam scalding. Fifth, when disassembling the heavy filter, use lifting tools or cooperate by multiple people to avoid injury caused by slipping of heavy objects. Strict safety operation procedures can effectively avoid safety accidents in the cleaning process.
3.3 Disassembly Steps and Precautions
Standardized disassembly operation can avoid damage to the filter and sealing parts during disassembly, and also facilitate smooth installation and reset after cleaning. First, mark the installation position and direction of the filter before disassembly, and take photos for recording, so as to accurately reset after cleaning and avoid installation direction errors leading to filtration failure. Second, loosen the fastening bolts symmetrically and step by step to avoid deformation of the filter plate caused by uneven stress. Do not pry the filter with a screwdriver or other hard tools, so as not to scratch the sealing surface and filter surface.
Third, take out the filter gently and place it on the soft cushion to avoid collision and scratch on the surface. Fourth, remove the sealing ring and gasket at the same time, check the wear and aging degree, and replace them in time if there is damage. Fifth, clean the sundries and sediment in the filter chamber while the filter is removed, so as to avoid secondary pollution to the cleaned filter during reinstallation. For the drum type laser filter, pay attention to protect the rotating shaft and bearing position, avoid water inflow and pollution, and do a good job in sealing protection during cleaning. Standardized disassembly not only protects the filter components, but also improves the efficiency of subsequent installation and reset.
4. Standard Step-by-Step Cleaning Operation Process
4.1 Preliminary Purging and Surface Flushing
The first step of cleaning is to remove loose impurities on the surface through preliminary treatment, which can reduce the workload of subsequent deep cleaning. First, place the removed filter obliquely on the cleaning bracket, and blow the surface and the dirt on the upper layer of the micropores from top to bottom with compressed air. The air pressure shall be controlled at 3 to 5 bar. The air gun shall keep an appropriate distance from the filter surface to avoid damage to the pore edge caused by too close distance. Purging can blow away most of the loose sediment, fiber debris and surface attachments, and initially open some blocked micropores.
Second, rinse the front and back sides of the filter with low-pressure clean water from top to bottom to wash away the floating dirt and loose impurities washed by compressed air. When flushing, pay attention to flushing along the direction of water flow during normal operation first, and then conduct simple backwashing from the reverse side to flush out part of the impurities embedded in the micropores. At this stage, do not use high-pressure water to avoid pressing impurities deeper into the micropores. After preliminary purging and flushing, more than 50% of loose surface impurities can be removed, which lays a good foundation for subsequent drug soaking and deep cleaning. For slightly blocked filters, simple flushing can basically restore the filtering effect.
4.2 Targeted Soaking and Dirt Decomposition
Soaking is the key step to dissolve and soften the stubborn blockage, and the selection of soaking agent shall be determined according to the main blockage type. For filters mainly blocked by grease and glue, it is recommended to use warm alkaline degreaser with concentration of 3% to 5%, and the soaking temperature is controlled at 40℃ to 60℃. Warm soaking can accelerate the dissolution of grease and glue, and the soaking time is 30 to 60 minutes. For filters mainly blocked by scale and mineral deposits, neutral citric acid descaling agent or special scale remover for stainless steel can be used for soaking, with a concentration of 5% to 8% and a soaking time of 1 to 2 hours, so that the scale can be fully dissolved and peeled off.
For filters with mixed blockage of various impurities, step-by-step soaking can be adopted. First, degrease with alkaline agent, then wash with clean water, and then descale with acid agent. It is strictly forbidden to mix acid and alkali agents directly. During soaking, the filter shall be completely immersed in the solution to ensure that all parts are in full contact with the medicament. Turn the filter every 20 minutes to make the dirt at different positions fully react with the medicament. Do not soak for too long to avoid corrosion of stainless steel substrate. Soaking can fully soften and decompose stubborn dirt, and greatly reduce the difficulty of subsequent scrubbing and high-pressure cleaning.
4.3 High Pressure Water Jet Cleaning
After soaking, most of the dirt has been softened and peeled off, and then high-pressure water jet cleaning can achieve twice the result with half the effort. First, adjust the pressure of the high-pressure water gun to 80 to 120 bar. For filters with thin plate and small pore size, the pressure shall be appropriately reduced. It is strictly forbidden to use more than 150 bar pressure for cleaning. Second, keep the nozzle at an angle of 30 to 45 degrees to the filter surface, move it evenly and slowly for scanning and flushing, and do not vertically align the nozzle with the micropores for long-time spraying, so as to avoid pore expansion and filter plate deformation.
Third, clean from the front side first, then clean from the back side, and repeatedly impact the micropores from the reverse side to flush out the impurities embedded in the pores. Fourth, focus on cleaning the edge area and the position with serious blockage, and properly reduce the distance and increase the flushing time, but always maintain an inclined angle. Fifth, during the flushing process, constantly check the cleaning effect. For positions that are still blocked, cooperate with soft brush scrubbing. Do not increase the pressure blindly. High pressure water cleaning can remove most of the softened dirt and restore the smoothness of most micropores.
4.4 Micropore Dredging and Fine Cleaning
For individual micropores that are still blocked after high-pressure flushing, manual fine dredging is required. First, check the filter surface against the light source, and mark the blocked pores that are not transparent. Second, use a special soft needle with matching diameter to dredge one by one. When dredging, apply force gently and vertically. Do not use hard steel wire or too thick needle to avoid expanding the aperture and damaging the pore wall. Third, after dredging, wash with clean water from the reverse side to flush out the loosened impurities.
Fourth, after all blocked holes are dredged, scrub the whole filter surface with a soft nylon brush dipped in diluted cleaning agent to remove the residual dirt and attachment on the surface and around the holes. Fifth, focus on cleaning the sealing edge and installation contact surface of the filter to ensure that there is no residual dirt, so as to avoid affecting the sealing effect after installation. Fine dredging is a necessary step to completely restore the filtration performance, especially for small aperture filters, which can make the opening rate of micropores return to more than 98% of the new product state.
4.5 Backwashing and Final Rinsing
After the front cleaning is completed, reverse washing is required to thoroughly remove the residual impurities embedded in the pores. Place the filter in the reverse direction of normal operation, and wash it from the water outlet side to the water inlet side with clean water under a certain pressure. Reverse washing can flush out the fine particles remaining in the pore canal from the inside to the outside, avoiding the problem that the front washing can only clean the surface but cannot remove the deep embedded impurities.
After backwashing, rinse the whole filter repeatedly with clean water to ensure that all cleaning agents and dirt residues are washed away. Check the residual cleaning agent with pH test paper to ensure that the effluent is neutral. After rinsing, blow dry the water on the surface and inside the micropores with compressed air, especially the gap and sealing position. Dry treatment can prevent residual water from causing rust and scale on the filter surface and inside the pores during the placement process, and maintain the cleaning effect for a longer time. After the above steps, the filtration performance of the laser filter can be restored to more than 95% of the new product state.
5. Cleaning Points for Different Types of Laser Filters
5.1 Flat Plate Laser Filter Cleaning Points
Flat plate laser filter is the most common form, which is mostly used in fixed positions such as washing tank and water tank. When cleaning, pay attention to protect the flatness of the filter plate. Do not place heavy objects on the filter surface to avoid deformation of the filter plate. When scrubbing and high-pressure flushing, apply uniform force to avoid local depression caused by long-term impact on a single position. For the multi-layer flat filter combination, they shall be disassembled and cleaned layer by layer, and the sealing gasket between layers shall be checked and replaced regularly.
After cleaning, check the flatness of the filter plate. If slight deformation is found, it shall be corrected in time to avoid water leakage caused by untight sealing after installation. The flat filter has a large stress area, so it is necessary to control the water pressure during high-pressure cleaning to avoid deformation and fracture caused by long-term uneven stress.
5.2 Drum Type Laser Filter Cartridge Cleaning Points
Drum type laser filter is mostly used in rotary screening machine and dewatering machine, which rotates continuously during operation. When cleaning, pay attention to the comprehensive cleaning of the inner and outer walls, and also protect the transmission connection parts at both ends. Before cleaning, wrap the bearing and transmission part with waterproof film to prevent water from entering the bearing and causing lubricating oil failure.
When cleaning, rotate the filter cartridge slowly while flushing to ensure that all positions on the circumference are cleaned evenly. Do not fix the nozzle at one position for a long time to avoid local thinning and damage of the filter cartridge wall. After cleaning, check the weld and reinforcement ring of the filter cartridge for cracking and falling off, and repair and reinforce in time if any problem is found. After installation, conduct idle running test to confirm that the filter cartridge rotates stably without abnormal noise and vibration.
5.3 Cleaning Precautions for Different Aperture Specifications
Laser filters with different pore sizes have different blockage degrees and cleaning difficulty, and the operation intensity shall be adjusted accordingly. Filters with pore size less than 1mm belong to high-precision filters, which are easy to be blocked and have thin pore walls, so they are more vulnerable to damage. When cleaning, the water pressure shall be appropriately reduced, and the dredging needle shall be strictly matched with the pore size. It is forbidden to scrape hard and wash with high pressure. The cleaning cycle shall be appropriately shortened to avoid serious blockage which is difficult to recover.
Filters with pore size of 1mm to 2mm are the most widely used conventional specifications, with moderate blockage risk and structural strength. They can be cleaned according to standard procedures. Filters with pore size larger than 2mm are mostly used for primary coarse filtration, with low blockage risk and high structural strength. The cleaning pressure can be appropriately increased and the cleaning cycle can be longer. No matter what pore size, the basic principle is to ensure thorough cleaning on the premise of not damaging the filter structure.
6. Quality Inspection and Installation Reset After Cleaning
6.1 Appearance and Pore Transmittance Inspection
After cleaning, the cleaning quality shall be inspected first, and the filter can be installed only after it is qualified. The first inspection method is visual inspection under sufficient light to check whether there are residual dirt, scale and oil stain on the surface of the filter, and whether there are obvious damage, scratch and deformation on the surface. The second method is light transmission inspection. Place the filter against the strong light source, observe the light transmission of all micropores, and check whether there are still blocked black spots. The number of residual blocked holes shall not exceed 2% of the total number of holes, and shall not be concentrated in the same area.
The third is to check the pore size integrity. Randomly select some positions to measure the pore size with a measuring tool to ensure that there is no obvious pore expansion and deformation. The fourth is to check the flatness and roundness of the filter to ensure that there is no structural deformation. Only the filter that passes the appearance and light transmission inspection can be installed and used. If serious structural damage is found, it shall be scrapped and replaced in time to avoid affecting the filtration effect.
6.2 Seal Inspection and Installation Accuracy
Before installation, carefully check all sealing parts. Check whether the sealing ring and gasket are aged, cracked or deformed. If there are problems, replace them with new ones. The sealing performance directly determines whether there will be material leakage and water leakage during operation, and must be paid enough attention to. Apply a thin layer of silicone grease on the surface of the sealing ring to improve the sealing effect and service life.
Install the filter according to the previously marked position and direction to ensure that the installation direction is correct. Tighten the bolts symmetrically and evenly according to the specified torque to avoid uneven stress on the filter plate. Do not over tighten the bolts to avoid deformation of the filter plate. After installation, check whether the fit between the filter and the mounting seat is tight and there is no obvious gap. Good installation quality can ensure that all water flows through the filter area, avoid short circuit of water flow caused by gaps, and ensure the filtration effect.
6.3 Trial Operation and Effect Verification
After installation, conduct trial operation to verify the actual use effect. First, slowly open the water inlet valve, fill the pipeline with water, and check whether there is water leakage at each sealing position. If there is leakage, shut down the machine immediately for reprocessing. Second, start the water pump to run at low speed for a period of time, observe the water flow and pressure, and compare with the data before blockage. Under normal conditions, the water flow after cleaning can be restored to more than 95% of the new filter level.
Third, after normal operation, observe the turbidity of effluent and the cleaning effect of materials to confirm that the filtration accuracy meets the process requirements. Fourth, check whether the equipment current is in the normal range to avoid overload operation. Record the operation parameters after cleaning as the benchmark data for next blockage judgment. Through trial operation verification, it can ensure that the filter after cleaning can work normally and achieve the expected cleaning effect.
7. Scientific Maintenance Cycle and Preventive Maintenance
7.1 Factors Affecting Cleaning Cycle
The cleaning cycle of laser filter is not fixed, but needs to be formulated according to the actual working conditions. The first influencing factor is the dirty degree of raw materials. Waste plastics with high sediment content and many impurities will lead to faster filter blockage and shorter cleaning cycle. The second factor is the position of the filter. The filter in the primary washing link bears the largest amount of impurities and has the shortest cleaning cycle. The filter in the final rinsing link has better water quality and longer cleaning cycle.
The third factor is the pore size of the filter. The smaller the pore size, the easier it is to be blocked and the shorter the cleaning cycle. The fourth factor is the daily treatment capacity and operation time of the washing line. The longer the continuous operation time, the faster the blockage speed. The fifth factor is the water quality of circulating water. The circulating water with high hardness and many impurities will accelerate the formation of scale and shorten the cleaning cycle. Enterprises shall determine the appropriate cleaning cycle according to their own actual conditions, and dynamically adjust it according to seasonal changes and raw material changes.
7.2 Recommended Graded Maintenance Plan
It is recommended to adopt a three-level maintenance system of daily inspection, weekly simple cleaning and monthly deep cleaning. Daily inspection shall be conducted by the on-site operator during each shift. Check the water flow and pressure indication, observe whether there is obvious blockage on the filter surface, and clean the surface sundries in time if any. Daily inspection can find the early signs of blockage in time and avoid serious blockage.
Weekly simple cleaning means that the filter is simply flushed and purged every week without disassembly or only simple disassembly to remove surface accumulated impurities and delay the formation of serious blockage. Monthly deep cleaning means that the filter is completely disassembled once a month for comprehensive cleaning and inspection according to the standard process described above, so as to thoroughly remove deep dirt and restore the filtration performance to the best state. For the primary washing link with serious pollution, the deep cleaning cycle can be shortened to half a month. For the rinsing link with good water quality, the deep cleaning can be done once every 2 months. In addition, a comprehensive inspection shall be conducted every quarter to evaluate the wear and service life of the filter, and make a replacement plan in advance.
7.3 Preventive Maintenance Measures to Reduce Blockage
Reducing blockage from the source can reduce the frequency of cleaning and extend the service life of the filter. First, add a pre filtration device before the laser filter, such as a coarse screen and a sand settling tank, to remove large particles of sediment and impurities first, reduce the load of the laser filter and extend the blockage cycle. Second, optimize the circulating water treatment system, regularly replace the circulating water and remove sediment, reduce the impurity concentration in the water, and reduce the deposition of impurities on the filter surface.
Third, add appropriate water treatment agents to the circulating water to inhibit the formation of scale and reduce the deposition of mineral substances. Fourth, control the feeding speed and material water ratio to avoid excessive sediment entering the washing system at the same time. Fifth, do a good job in the pretreatment of raw materials, and remove most sediment and impurities through primary screening and air separation before entering the washing line, which can greatly reduce the burden of the washing line and filter. Preventive maintenance can not only reduce the cleaning workload, but also extend the service life of the filter and reduce the total operation cost.
8. POLYRETEC Supporting Solutions and Maintenance Support
8.1 Design Advantages of POLYRETEC Washing Line Filter System
POLYRETEC plastic recycling washing lines fully consider the convenience of later maintenance at the beginning of filter system design. All laser filter positions adopt quick opening disassembly structure, which can complete disassembly without complex tools, greatly shortening the disassembly time and reducing the difficulty of cleaning. The quick opening design reduces the shutdown time required for filter cleaning from the original 2 to 3 hours to 30 to 45 minutes, which significantly reduces the impact on production.
At the same time, each filter is equipped with a multi-stage pre filtration combination, which filters layer by layer from coarse to fine, shares the filtration load, and greatly extends the service cycle of the precision laser filter. The system is also equipped with a differential pressure detection device, which can monitor the blockage of the filter in real time through the pressure difference between the inlet and outlet. When the pressure difference reaches the set value, it will automatically give an alarm to remind the operator to clean, avoiding the decline of production efficiency caused by excessive blockage. The optimized filter system design reduces the daily maintenance workload and improves the overall operation stability of the equipment.
8.2 Special Cleaning Kit and Agent Scheme
POLYRETEC provides customers with a special laser filter cleaning kit, including special soft bristle brushes, dredging needle sets of different specifications, special stainless steel cleaning agents and operation guidelines. The cleaning tools are customized according to the filter parameters of POLYRETEC washing lines, which will not damage the filter structure and can achieve the best cleaning effect.
The matched special cleaning agent is a neutral environment-friendly formula specially developed for stainless steel laser filters, which can effectively dissolve grease, scale and fiber deposits without corroding the stainless steel substrate. Compared with the cleaning agent prepared by customers themselves, the special cleaning agent has better cleaning effect and higher safety, and can better protect the service life of the filter. POLYRETEC technical team will also formulate targeted cleaning schemes and reagent formulas according to the customer’s raw material characteristics and water quality conditions to help customers achieve the best maintenance effect.
8.3 After Sales Technical Support and Spare Parts Supply
POLYRETEC provides customers with full life cycle technical support for filter maintenance. During equipment installation and commissioning, professional engineers will conduct on-site training on filter disassembly, cleaning and maintenance for the customer’s operation and maintenance personnel to ensure that the personnel can master standardized operation skills. In the later use process, if customers encounter problems in cleaning and maintenance, they can contact the after-sales team at any time to obtain professional guidance.
In terms of spare parts supply, POLYRETEC has sufficient stock of laser filters of various specifications and supporting sealing elements, which can be delivered quickly after receiving customer demand and shorten the waiting time for spare parts. The price of conventional flat laser filter ranges from 800 to 2,500 US dollars per set, and the price of large drum laser filter cartridge ranges from 3,200 to 6,500 US dollars per set. Scientific maintenance can extend the service life of the filter from 1 year to 2.5 to 3 years, saving 60% to 70% of the spare parts cost every year. For customers with long-term cooperation, POLYRETEC also provides regular on-site maintenance services to help customers do a good job in the overall maintenance of the washing line.
9. Cost Benefit Analysis of Standardized Cleaning
9.1 Direct Cost of Standardized Cleaning
The cost of standardized cleaning mainly includes labor cost, cleaning agent and consumable cost and a small amount of downtime loss. Taking a medium-sized washing line as an example, a set of laser filters is deeply cleaned once a month. Each cleaning requires 2 maintenance personnel for 4 hours. Calculated by the hourly salary of 15 US dollars per person, the labor cost is 120 US dollars per time, and the annual labor cost is about 1,440 US dollars. The cost of cleaning agent and consumables is about 80 US dollars per time, and the annual cost is about 960 US dollars. The total annual cleaning cost is about 2,400 US dollars.
If the weekly simple cleaning is added, the cost will increase slightly, but it can extend the deep cleaning cycle and reduce the difficulty of deep cleaning, and the total cost will not increase significantly. Compared with the huge losses caused by filter blockage and damage, the investment in standardized cleaning is very low.
9.2 Economic Benefits Brought by Standardized Cleaning
Standardized cleaning brings multi-dimensional economic benefits. First, it avoids production loss caused by filter blockage. If the filter is not cleaned in time and the output is reduced by 15%, the monthly output loss is about 70 to 100 tons, and the profit loss is at least 5,000 US dollars. Standardized cleaning can basically eliminate the output loss caused by filter blockage.
Second, it ensures the cleaning quality of materials and avoids product price reduction. The price difference caused by quality grade reduction is usually 80 to 150 US dollars per ton. Calculated by 1,000 tons of monthly output, maintaining stable product quality can bring tens of thousands of dollars of profit guarantee every month. Third, extend the service life of the filter and save the spare parts replacement cost. Taking two sets of drum filters as an example, the replacement cost is about 10,000 US dollars. The service life is extended from 1 year to 3 years, saving about 6,700 US dollars in spare parts cost every year. Fourth, reduce equipment energy consumption and failure rate, and save electricity and maintenance costs. Comprehensive calculation shows that the annual benefit brought by standardized cleaning is more than 15 times of the cleaning investment, and the return on investment is very high.
Conclusion
The laser filter is a key core component in the plastic recycling washing line, and its smoothness directly determines the production efficiency, product cleaning quality and operation cost of the whole line. Extensive and wrong cleaning methods will not only fail to ensure the filtration effect, but also accelerate the damage of the filter and increase the production cost. Only by mastering the scientific and standardized cleaning process, formulating a reasonable graded maintenance cycle, and doing a good job in preventive maintenance from the source, can we maximize the recovery of filter performance, extend the service life and ensure the long-term stable operation of the washing line.
As a professional supplier of plastic recycling equipment and washing lines, POLYRETEC not only provides high-quality laser filter systems with optimized design, but also provides customers with complete cleaning maintenance schemes, special tools and technical support. With the help of professional schemes, enterprises can easily realize standardized filter maintenance, reduce operation costs and improve comprehensive benefits. Paying attention to the daily maintenance of the filter is a small investment, but it can bring rich returns in terms of production capacity stability, product quality and spare parts cost control. It is an indispensable part of the fine management of plastic recycling washing lines.