PET bottle recycling has become one of the most mainstream plastic resource regeneration industries worldwide, driven by global carbon neutrality policies and plastic circular economy development. Ordinary recycled PET flakes are mostly used for low-end products such as chemical fibers, plastic straps and non-food packaging materials, with low market added value and limited application scope. In contrast, food grade recycled PET materials can be re-manufactured into new food packaging bottles, beverage containers and food contact plastic products, which meet international food safety standards and have ultra-high market value and industry recognition.
Achieving food grade standards in the PET bottle recycling process is not a simple cleaning and crushing operation. It requires standardized full-process control from raw material screening, multi-stage deep impurity removal, high-temperature decontamination, sterile cleaning, melt filtration to final material shaping. Most ordinary plastic recycling lines on the market can only remove surface dirt and cannot eliminate hidden hazards such as organic residues, bacterial attachment, chemical contaminants and micro-impurities, making it impossible to reach food grade safety requirements.
As a professional manufacturer of high-standard plastic recycling and cleaning equipment, Polyretec has mature technical solutions and complete equipment configurations for food grade PET bottle recycling projects. The professional PET bottle recycling line developed by Polyretec can effectively remove all types of pollutants in waste PET bottles, strictly control material safety indicators, and help recycling enterprises stably produce qualified food grade recycled PET flakes and pellets. This article comprehensively explains the core standards, key processes, equipment configuration, cost analysis and operation specifications of food grade PET bottle recycling, covering all core information that industry practitioners need to master.
1. Basic Definition and Industry Standards of Food Grade PET Recycled Materials
1.1 Difference Between Ordinary Grade and Food Grade PET Recycled Materials
Ordinary recycled PET materials processed by conventional plastic recycling machines have residual impurities, trace organic pollutants and microbial residues, which only meet industrial-grade utilization standards. Such materials are prohibited from contacting food due to potential safety risks of chemical precipitation and bacterial proliferation. Their downstream application scenarios are limited, and the market profit margin is low.
Food grade recycled PET materials refer to recycled plastic raw materials that pass strict food safety detection, with zero harmful chemical residues, qualified microbial indicators, stable physical and chemical properties, and no toxic and harmful substance precipitation in high-temperature and humid environments. These materials fully comply with food contact safety regulations and can be safely used for secondary production of food packaging containers, bringing much higher economic benefits than ordinary recycled materials.
1.2 International and Industrial Food Grade PET Recycling Standards
Food grade PET bottle recycling production needs to meet multiple international authoritative standards, including FDA food contact material standards in the United States, EU food grade plastic recycling regulations, and global GMP production specifications. The core detection indicators include heavy metal content, organic volatile residue, microbial colony count, impurity particle content and material thermal stability.
Qualified food grade PET flakes must achieve zero visible impurities, trace harmful substance content far below the standard limit, no bacterial and mold residues, and stable molecular structure without degradation precipitation. The entire recycling process must avoid secondary pollution, and the production environment, equipment sanitation and process parameters need to be strictly standardized.
1.3 Market Value and Application Prospects of Food Grade PET Materials
With the continuous improvement of global food packaging safety supervision and the rapid development of the circular economy, brand beverage enterprises and food manufacturers have gradually increased their demand for food grade recycled PET materials. Food grade recycled PET can realize bottle-to-bottle closed-loop recycling, which is the highest value utilization mode of waste PET bottles.
The market price of food grade PET flakes is 30% to 50% higher than that of ordinary industrial-grade flakes, with stable market demand and strong anti-risk ability of market price fluctuation. Investing in food grade PET bottle recycling projects can effectively improve the profit level of plastic recycling enterprises and expand high-end downstream customer resources.
2. Key Barriers to Achieving Food Grade Standards in Traditional PET Recycling Processes
2.1 Incomplete Removal of Complex Pollutants
Waste PET bottles in daily recycling channels are mixed with various complex pollutants, including beverage residues, oil stains, sugar stains, adhesive labels, ink printing layers, dust and microbial attachments. Traditional ordinary plastic recycling lines only adopt simple crushing and water washing processes, which can only remove surface floating dirt but cannot decompose and strip stubborn organic residues and aged ink layers.
Trace organic pollutants remaining in the gaps of PET flakes will breed bacteria and produce harmful precipitates in the subsequent processing and use process, which directly leads to the failure of food grade safety detection and becomes the primary barrier for ordinary recycling lines to produce food grade materials.
2.2 Lack of High-Efficiency Decontamination and Sterilization Process
Conventional PET recycling equipment does not have professional high-temperature decontamination and sterile cleaning links. Normal temperature water washing cannot kill microorganisms such as bacteria and molds attached to the surface and inside of PET bottle flakes. Long-term stacked waste bottles are prone to mildew and fermentation, resulting in microbial residue inside the material, which cannot meet food grade hygienic standards.
In addition, traditional processes lack professional oil removal and glue removal procedures. Residual glue and oil stains will deteriorate during high-temperature melting and granulation, producing harmful volatile substances and affecting the safety and purity of finished materials.
2.3 Uncontrolled Secondary Pollution in Production Process
Most ordinary recycling workshops have simple environmental conditions and non-specialized recycling equipment. Dust, suspended particles and foreign impurities in the air will adhere to the cleaned PET flakes again, causing secondary pollution. The internal structure of traditional recycling machines is easy to accumulate dirt and residual materials, which will breed bacteria and pollute new materials during continuous production.
Unstandardized parameter control in the production process will also lead to material molecular degradation and impurity precipitation, making it impossible to form stable food grade qualified products.
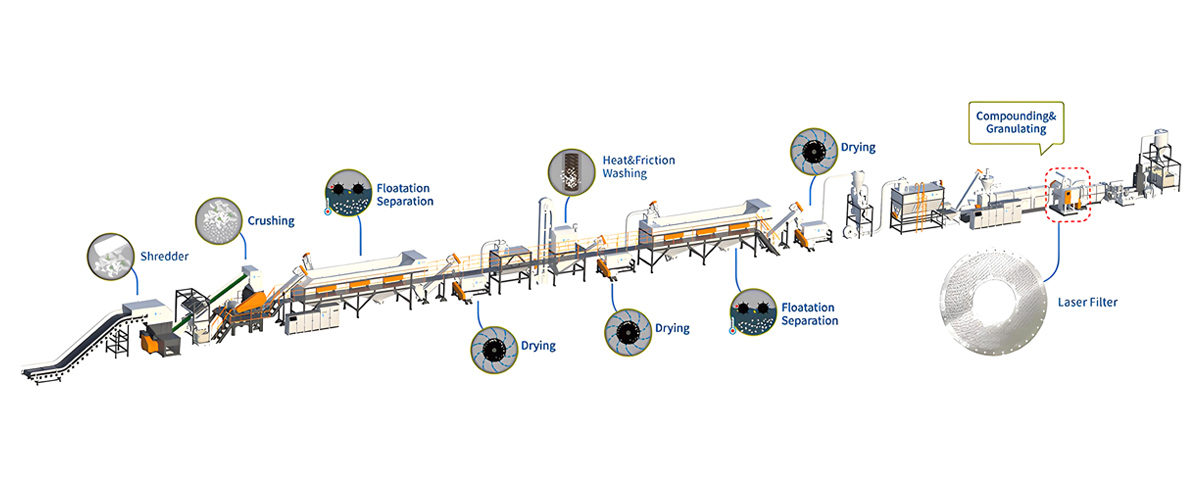
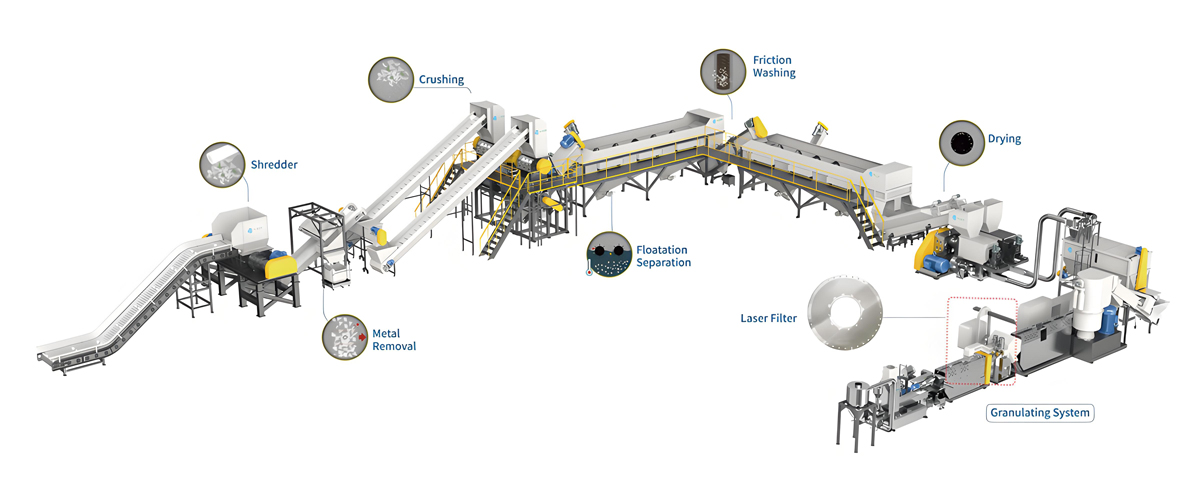
3. Complete Standard Process for Food Grade PET Bottle Recycling (Full-Procedure Standardization)
3.1 Raw Material Classification and Pre-Screening Standardization
The premise of food grade PET recycling is strict raw material screening. It is necessary to strictly classify recycled waste PET bottles, eliminate non-food contaminated bottles, chemical reagent bottles, severely mildewed bottles and mixed non-PET plastic impurities. Only waste beverage bottles and pure water bottles with single pollution components can be used as raw materials for food grade recycling.
Adopt manual sorting and automatic color sorting equipment to remove colored bottles, miscellaneous bottles and defective materials, ensure the single material attribute of raw materials, and avoid mixed material pollution affecting food grade indicators. This link is the foundation of subsequent high-purity recycling production.
3.2 Pre-Crushing and Pre-Washing to Remove Macro Impurities
Send the sorted pure PET bottles into the special food grade crusher for uniform crushing treatment to form standard-size bottle flakes. The professional crushing structure avoids excessive powder generation and material loss, and ensures consistent flake size for subsequent deep cleaning.
The pre-washing link removes residual beverage liquid, surface dust and large-area floating dirt on the bottle flakes, reduces the pollutant load of subsequent deep cleaning equipment, and lays a foundation for thorough deep decontamination.
3.3 High-Efficiency Glue Removal, Oil Removal and Deep Decontamination
This is the core process to remove stubborn pollutants. Adopt high-temperature alkali washing and high-strength friction washing dual processes. The professional high-temperature friction washing machine heats the circulating water to a fixed temperature, and cooperates with high-speed mechanical friction to thoroughly strip bottle body adhesive residues, printing ink layers, oil stains and aged organic dirt that cannot be removed by ordinary water washing.
The quantitative food-grade environmental cleaning agent is added in a standardized proportion to decompose organic pollutants without causing secondary chemical residue, ensuring that the material surface is clean and free of residual pollutants.
3.4 Multi-Stage Floating Separation and Precision Impurity Removal
Use the density difference separation principle of professional floating separation equipment to thoroughly remove floating impurities such as label paper, plastic film and sinking impurities such as glass, sand and metal particles mixed in the bottle flakes. Multi-stage circulating separation ensures zero residual foreign impurities in PET flakes and improves material purity to food grade standard level.
3.5 High-Temperature Sterilization and Purified Water Fine Washing
After deep decontamination and impurity removal, the PET flakes enter the high-temperature sterile cleaning link. Adopt constant-temperature hot water circulating cleaning to kill residual bacteria, molds and other microorganisms on the material surface. Use industrial purified water for fine washing to completely remove residual cleaning agent traces and tiny pollutant particles, avoiding chemical and microbial residue risks.
3.6 High-Precision Dehydration, Drying and Dust Removal
Food grade materials have extremely strict moisture and dust control standards. The cleaned PET flakes are sent to high-speed centrifugal dehydration equipment for rapid dehydration, and then processed by hot air drying and negative pressure dust removal system to completely remove surface moisture and floating dust. The final material moisture content is controlled below 0.5%, and the surface is free of any dust and impurities, meeting food grade drying standards.
3.7 Final Fine Screening and Quality Inspection
The finished flakes pass through high-precision screening and color sorting equipment again to remove individual defective flakes and tiny impurities. Conduct sampling inspection on heavy metal content, microbial indicators and residual pollutants. Only the materials that fully meet food grade safety standards can be packaged and stored to avoid unqualified products from entering the market.
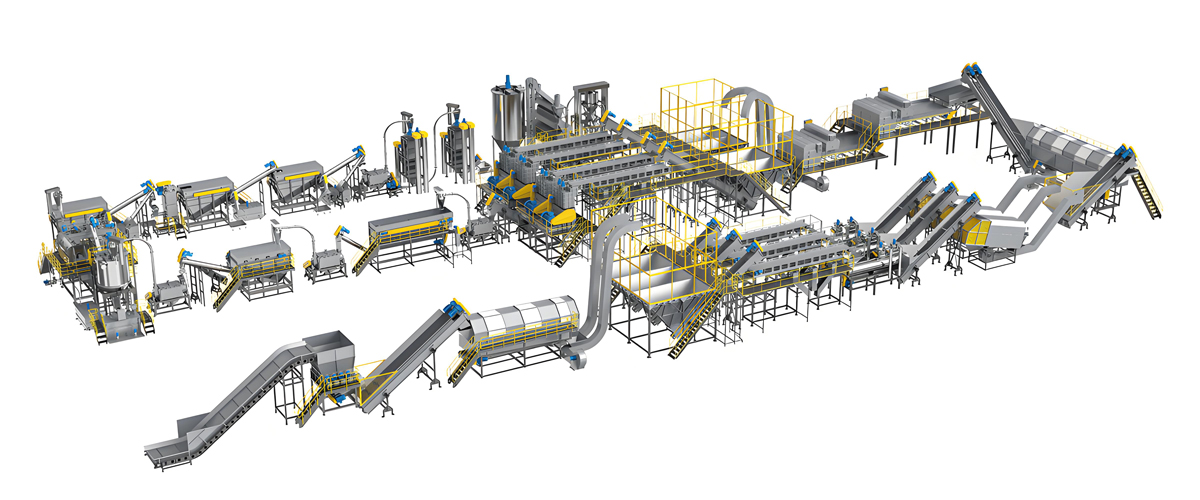
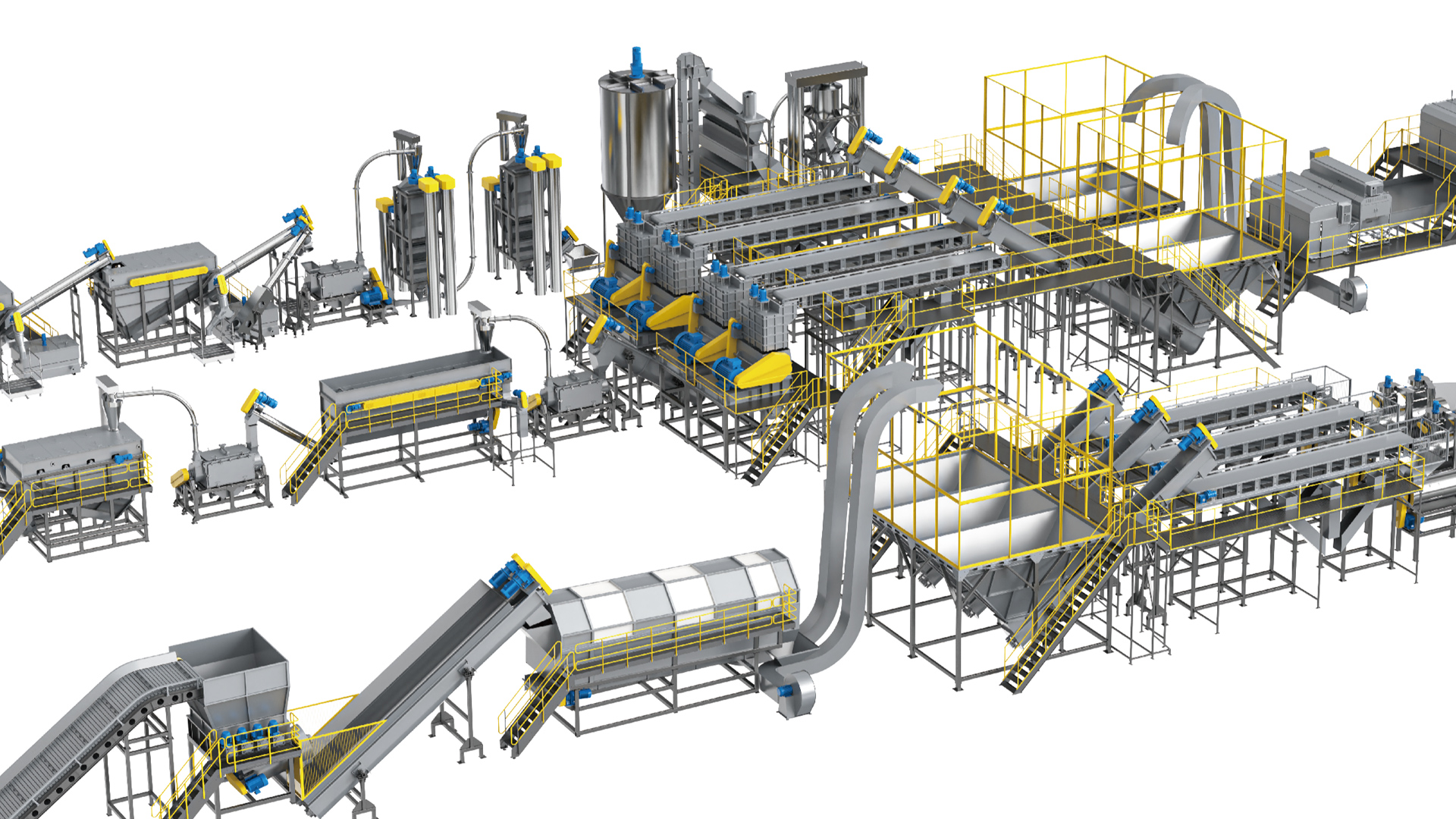
4. Polyretec Professional Food Grade PET Recycling Line Core Equipment Configuration
4.1 Special Supporting Equipment for Food Grade Production
Polyretec customized food grade PET bottle recycling line is fully upgraded on the basis of ordinary plastic recycling machines, specially configured for food safety production standards. The complete equipment includes automatic raw material sorting machine, food grade special crusher, high-temperature friction washing machine, multi-stage floating separation tank, purified water fine washing system, constant-temperature sterilization device, high-efficiency centrifugal dehydrator, dust-free hot air drying system and precise final sorting equipment.
All equipment contact materials are made of food-grade stainless steel, which is corrosion-resistant, easy to clean, no dirt residue and no metal precipitation, avoiding secondary pollution of materials caused by equipment itself.
4.2 Core Technical Advantages of Polyretec Food Grade Recycling Line
Different from ordinary recycling equipment, Polyretec food grade PET recycling line has exclusive deep decontamination and sterile processing technology. The self-developed high-temperature variable-frequency friction washing system can accurately control washing temperature and friction intensity, thoroughly strip stubborn ink and glue residues, and solve the problem of incomplete decontamination of traditional equipment.
The closed purified water circulating cleaning system realizes zero secondary pollution in the cleaning process. The full-line dust-free closed production design avoids external dust and microbial pollution, ensuring that the whole production process is carried out in a standardized sanitary environment.
The intelligent parameter control system realizes precise adjustment of washing time, temperature, water volume and rotating speed, ensuring stable and consistent food grade standard of each batch of products, avoiding quality fluctuation caused by manual debugging errors.
4.3 Production Capacity and Quality Standard Parameters
Polyretec food grade PET recycling line has multiple production capacity configurations, ranging from 500kg/h to 2000kg/h, which can meet the production needs of small, medium and large food grade recycling projects. The finished recycled PET flake purity reaches 99.9%, the moisture content is stably controlled below 0.5%, the microbial detection is up to standard, and no harmful residual substances are detected, fully meeting FDA and EU food grade recycling standards.
The equipment supports 24-hour continuous stable production, with a product qualification rate of over 99%, and is specially used for high-end bottle-to-bottle recycled PET material production.
5. Food Grade PET Recycling Project Price and Comprehensive Cost-Benefit Analysis
5.1 Complete Equipment Price Estimation
The price of Polyretec food grade PET bottle recycling line is higher than that of ordinary industrial-grade recycling lines due to the adoption of food-grade materials, sterile processing configuration and high-precision purification system. The price of small-scale 500kg/h food grade special line ranges from 68,000 to 78,000 US dollars, suitable for small-scale high-end recycling projects.
The price of medium-scale 1000kg/h standard food grade recycling line ranges from 92,000 to 110,000 US dollars, which is the mainstream configuration of standardized food grade recycling factories. The price of large-scale 1500kg/h to 2000kg/h high-capacity food grade production line ranges from 125,000 to 145,000 US dollars, suitable for large-scale environmental protection circular economy projects.
Compared with imported food grade recycling equipment priced at more than 200,000 US dollars, Polyretec equipment has obvious cost performance advantages with the same food grade production capacity and quality standards.
5.2 Daily Operation and Maintenance Cost Analysis
In terms of water cost, the equipment is equipped with a high-efficiency circulating water purification system with a water recycling rate of over 95%. The daily water consumption cost of a medium-sized production line is about 40 to 60 US dollars, which saves a lot of water resources compared with traditional open washing lines.
In terms of power consumption, the variable-frequency energy-saving control system reduces invalid energy consumption. The daily power consumption cost of medium-sized food grade equipment is about 100 to 130 US dollars. In terms of consumable cost, the food grade cleaning agent is used in a standardized low proportion, with low daily consumption cost.
In terms of maintenance cost, the all-stainless steel equipment has strong corrosion resistance and low wear loss. The annual maintenance and wearing parts replacement cost is controlled within 2,500 US dollars, with low long-term operating cost.
5.3 Project Investment Return Benefit Calculation
Food grade recycled PET flakes have a high premium in the market. Taking a medium-sized 1000kg/h Polyretec food grade recycling line as an example, the daily effective output of qualified food grade flakes can reach 14 tons based on 14-hour standardized production.
After deducting raw material cost, water and electricity cost, labor cost and maintenance cost, the daily net profit of the project is stable at 700 to 900 US dollars. Calculated based on 300 annual working days, the annual net profit can reach 210,000 to 270,000 US dollars. The overall investment return cycle of the equipment is 5 to 7 months.
The service life of Polyretec food grade recycling equipment is more than 15 years, and the long-term stable high-profit output can bring continuous and stable economic benefits to enterprises. At the same time, food grade recycling projects meet national environmental protection and circular economy policy support, which can obtain corresponding policy subsidies and further reduce investment risks.
6. Key Operation and Management Specifications for Stable Food Grade Production
6.1 Production Environment Sanitation Standards
The production workshop of food grade PET recycling projects needs to maintain closed and dust-free sanitary conditions, regularly clean and disinfect the workshop environment, avoid dust accumulation and microbial breeding. Strictly control workshop temperature and humidity to prevent material mildew and secondary pollution, and ensure that the production environment meets food safety processing specifications.
6.2 Equipment Daily Sanitation Maintenance Specifications
Thoroughly clean and disinfect all equipment material contact parts after daily production to remove residual materials and dirt, avoid bacterial growth and residual pollutant accumulation. Regularly check the sealing performance and purification effect of the circulating water system to ensure the cleanness of washing water.
Regularly calibrate equipment temperature, rotating speed and purification parameters every week to ensure that the decontamination, sterilization and drying effects always meet food grade standards, and avoid quality deviation caused by equipment parameter drift.
6.3 Finished Product Storage and Management Standards
Qualified food grade PET flakes need to be stored in closed, dry and dust-free special warehouses, isolated from ordinary industrial materials to avoid cross pollution. Adopt food-grade packaging materials for sealing and packaging, mark production batches and quality inspection information, and realize standardized traceability management of finished products.
7. Polyretec Brand Strength and Food Grade Project Service Guarantee
Polyretec is a professional manufacturer focusing on high-end plastic recycling equipment R&D and manufacturing, with in-depth technical research and rich project experience in food grade PET bottle recycling. The brand has broken through the technical bottleneck of ordinary recycling equipment that cannot meet food grade standards, and has formed a mature and stable full-process food grade recycling solution.
All food grade recycling equipment produced by Polyretec is manufactured with high-standard food-grade stainless steel materials and strict industrial production processes. Each set of equipment undergoes multiple rounds of food grade simulation testing and parameter calibration before leaving the factory to ensure stable decontamination, sterilization and purification performance, fully meeting international food safety recycling standards.
In terms of pre-sales service, Polyretec provides personalized equipment configuration and process scheme design according to customer project scale, raw material conditions and food grade certification requirements. In terms of after-sales service, it provides full-life cycle technical support, including free equipment installation, commissioning and professional food grade production operation training.
The global after-sales service system provides 24-hour remote technical guidance and rapid on-site service, helping customers quickly master food grade recycling production technology, ensure long-term stable output of qualified food grade PET recycled materials, and maximize project economic benefits.
Conclusion
Food grade PET bottle closed-loop recycling is the high-end development direction of the plastic recycling industry, with huge market potential and ultra-high economic value. Achieving food grade standards in the PET bottle recycling process cannot rely on traditional ordinary plastic recycling machines and simple cleaning processes. It requires standardized full-process process control and professional high-end food grade recycling equipment support.
Polyretec professional food grade PET bottle recycling line solves various pain points of ordinary recycling processes such as incomplete decontamination, microbial residue and secondary pollution through targeted deep decontamination technology, sterile closed production system and intelligent precise parameter control. It can stably produce high-purity and safe food grade recycled PET materials, helping recycling enterprises complete product upgrading, break through the profit bottleneck of low-end recycling projects, and obtain high-end market competitive advantages.
For plastic recycling enterprises intending to deploy high-value food grade PET recycling projects, choosing Polyretec professional food grade recycling equipment and standardized recycling process is the key to stable project operation, qualification certification and long-term profit growth.