Plastic bottle recycling has become a critical component of sustainable waste management, driven by global efforts to reduce plastic pollution and conserve resources. Among the most commonly recycled plastic types are PET (polyethylene terephthalate) and HDPE (high-density polyethylene). This guide explores the best practices and equipment configurations for building efficient PET and HDPE bottle recycling lines.
Understanding PET and HDPE Bottle Recycling Challenges
PET and HDPE bottles present distinct recycling challenges due to their differing properties and contamination levels:
PET Bottles
PET is widely used for beverage bottles, food containers, and cosmetic packaging. It is highly recyclable but requires thorough cleaning to remove contaminants like labels, adhesives, and food residues. PET recycling lines must also handle low-density flakes efficiently during processing.
HDPE Bottles
HDPE is used for milk jugs, detergent bottles, and plastic pipes. It is durable and chemically resistant, but post-consumer HDPE often contains metal caps, paper labels, and mixed plastic contaminants. Recycling lines need robust sorting and washing systems to separate HDPE from other materials.
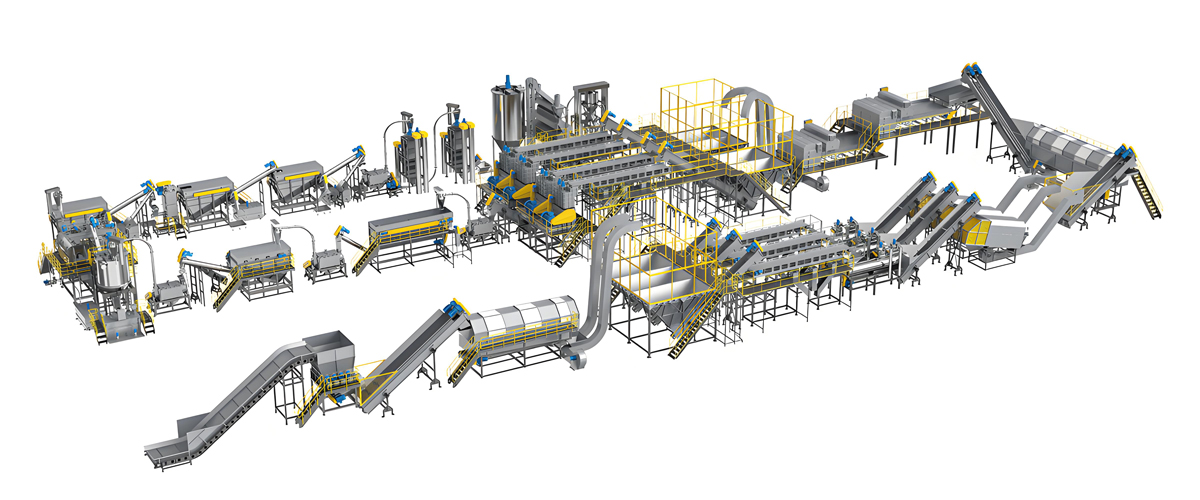
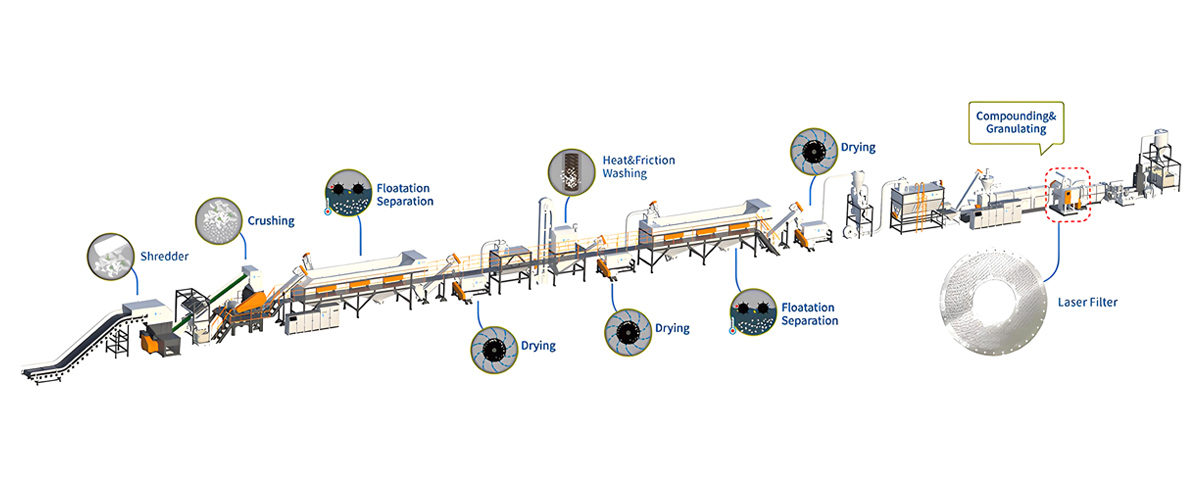
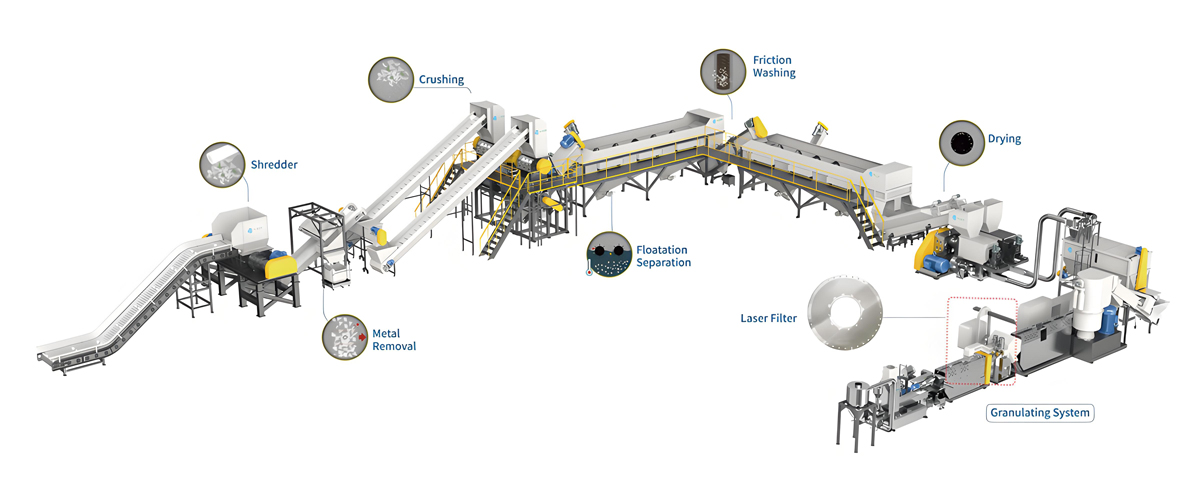
Key Components of an Efficient PET and HDPE Recycling Line
1. Pre-Sorting and Preparation
The first stage of bottle recycling involves preparing the feedstock for processing:
- Bale breaker: Opens compressed bottle bales to allow uniform feeding.
- Trommel screen: Removes small contaminants like stones and dirt.
- Manual sorting station: Allows workers to remove non-plastic items (e.g., glass, metal).
- Label remover: Uses mechanical or thermal methods to separate paper and plastic labels from bottles.
2. Shredding and Size Reduction
Shredding reduces large bottles into manageable flakes for downstream processing:
- Single-shaft shredder: Ideal for PET bottles, producing uniform flakes (10-20mm) with minimal fines.
- Double-shaft shredder: Suitable for HDPE containers, handling rigid materials and mixed waste effectively.
- Screen adjustment: Customizable screen sizes allow for precise flake sizing based on downstream needs.
3. Washing and Decontamination
Washing removes contaminants and prepares flakes for extrusion:
PET Washing Process
- Float-sink tank: Separates PET flakes from lighter contaminants like labels.
- Hot water wash: Uses temperature-controlled water (60-80°C) to dissolve adhesives and remove food residues.
- Friction washer: High-intensity scrubbing removes stubborn surface contaminants.
- Rinse tank: Washes away detergent residues and loosened particles.
HDPE Washing Process
- Scrubbing drum: Rotating brushes remove heavy dirt and residues from HDPE containers.
- Alkaline bath: Uses pH-adjusted water to neutralize chemicals and dissolve oils.
- Centrifugal dryer: Reduces moisture content to <1% for efficient extrusion.
4. Sorting and Separation
Advanced sorting technologies ensure high-purity output:
- Optical sorters: Use near-infrared (NIR) technology to identify and separate plastic types with 99% accuracy.
- Magnetic separators: Remove metal caps and ferrous contaminants from mixed waste.
- Air classification: Separates lightweight materials like paper and foam flakes.
5. Extrusion and Pelletizing
The final stage converts clean flakes into high-quality pellets:
- Single-screw extruder: Efficiently melts and homogenizes PET flakes.
- Twin-screw extruder: Ideal for HDPE processing, providing better mixing and degassing.
- Underwater pelletizing: Produces uniform pellets (3-5mm diameter) with consistent quality.
- Vacuum degassing: Removes moisture and volatile compounds during extrusion.
Case Studies: Successful PET and HDPE Recycling Lines
Case 1: TELFORD SMITH Wash Plant
Location: Australia
Capacity: 2,000 kg/hour
Key Features:
- Integrated sorting system with optical sorters and magnetic separators
- Multi-stage washing process with hot water and friction cleaning
- Energy-efficient extruders with heat recovery systems
Results: Achieved 98% purity in recycled PET and HDPE pellets, meeting food-grade standards. Reduced water consumption by 38% through closed-loop systems.
Case 2: FANGTAI PET Bottles Washing Recycling Line
Location: China
Capacity: 3,000 kg/hour
Key Features:
- Automatic label removal and pre-sorting station
- Stainless steel construction for food-grade compliance
- Modular design allowing flexible configuration for different feedstocks
Results: Processed 100 tons of PET bottles per month, producing high-quality flakes for fiber production. Reduced operational costs by 25% through energy-efficient motors.
Choosing the Right Equipment for Your Recycling Line
1. Capacity Requirements
Select equipment based on your daily processing volume:
- Small-scale: 500-1,000 kg/hour (适合初创企业和社区回收项目)
- Medium-scale: 1,000-3,000 kg/hour (适合中小型回收工厂)
- Large-scale: 3,000-6,000 kg/hour (适合工业级回收中心)
2. Automation Level
Automation reduces labor costs and improves process consistency:
- Basic automation: Semi-automatic sorting and washing systems (适合小型项目)
- Advanced automation: Full robotic sorting and AI-driven process control (适合大型工厂)
3. Energy Efficiency
Look for equipment with energy-saving features:
- IE4-rated motors: Reduce energy consumption by up to 50% compared to standard motors
- Heat recovery systems: Capture and reuse thermal energy from extrusion processes
- Closed-loop water systems: Reduce water usage by 70% through recycling
4. Durability and Maintenance
Invest in robust equipment designed for heavy use:
- Stainless steel construction: Prevents corrosion and ensures food-grade compliance
- Modular design: Allows easy access for maintenance and component replacement
- Long service life components: Hardened steel blades and heavy-duty gear reducers
Optimizing Your Recycling Line for Maximum Efficiency
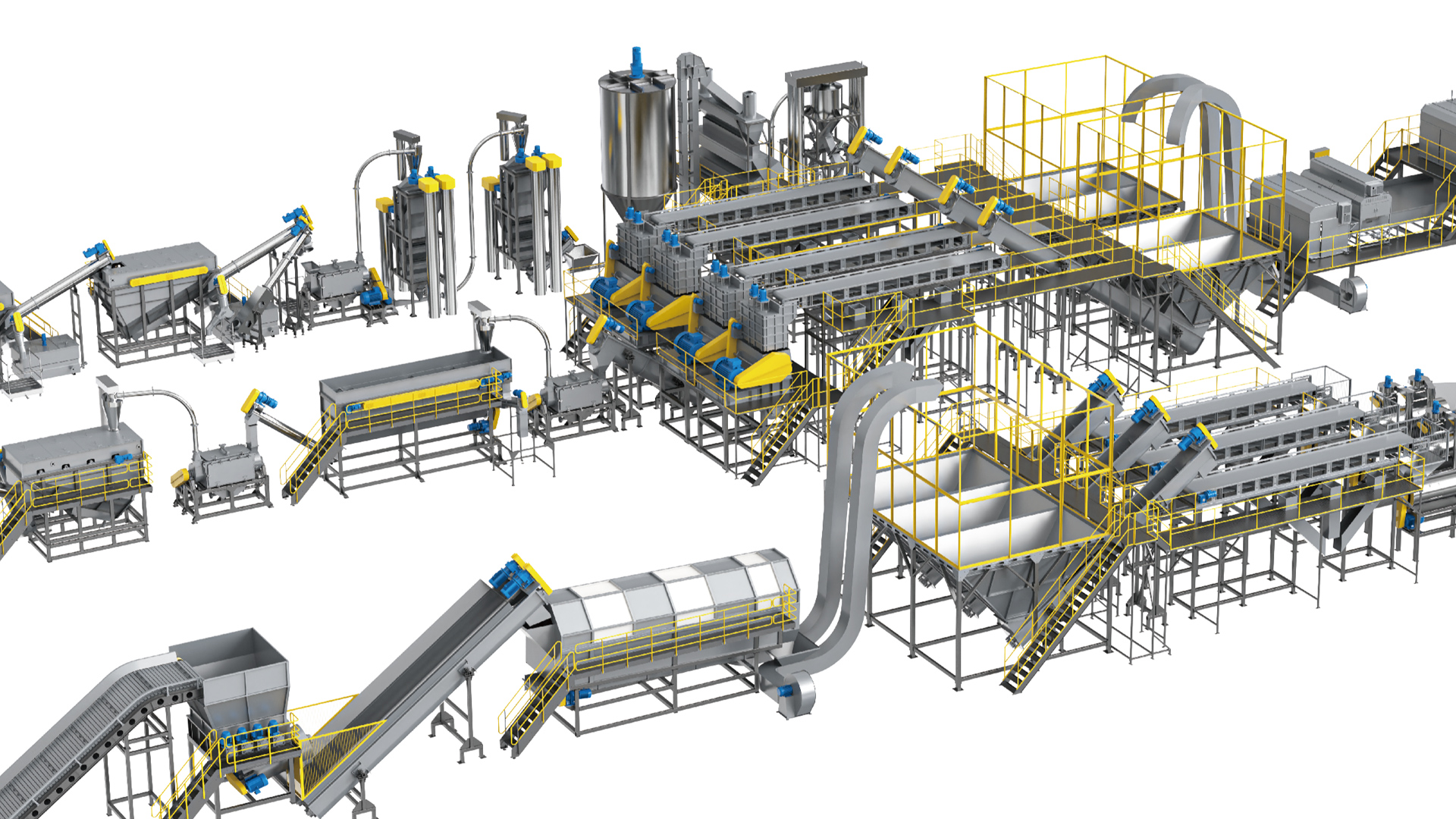
1. Process Flow Design
Design your recycling line layout to minimize material handling and maximize throughput:
- U-shape configuration: Reduces floor space and allows easy maintenance access
- Conveyor integration: Ensures smooth material flow between processing stages
- Buffer storage: Prevents downtime during equipment maintenance
2. Quality Control Measures
Implement strict quality control protocols to ensure high-purity output:
- Real-time monitoring: Use sensors to track flake purity and moisture content
- Sample testing: Regularly test final pellets for compliance with industry standards
- Feedback loops: Adjust process parameters based on quality data to optimize output
3. Training and Workforce Development
Invest in employee training to ensure efficient operation:
- Equipment operation training: Teach workers how to safely operate and maintain machinery
- Quality assurance training: Train staff to identify and handle contaminated materials
- Sustainability training: Educate employees on the environmental benefits of plastic recycling
Future Trends in PET and HDPE Bottle Recycling
1. AI-Driven Sorting Systems
Machine learning algorithms are being integrated into optical sorters to improve accuracy and reduce contamination rates by up to 95%.
2. Closed-Loop Systems
Advanced recycling lines are being designed to produce food-grade rPET and HDPE pellets directly from post-consumer waste, enabling bottle-to-bottle recycling without compromising quality.
3. Energy Recovery Technologies
New systems are being developed to capture energy from plastic waste through pyrolysis and gasification, reducing reliance on fossil fuels in the recycling process.
Conclusion: Building a Sustainable PET and HDPE Recycling Line
Investing in a high-quality PET and HDPE bottle recycling line is a strategic decision that combines environmental responsibility with business profitability. By selecting the right equipment configuration, optimizing process flow, and implementing strict quality control measures, recycling facilities can produce high-value recycled plastic while contributing to a circular economy. As technology continues to advance, the future of plastic bottle recycling looks increasingly promising, driven by innovation and global sustainability goals.