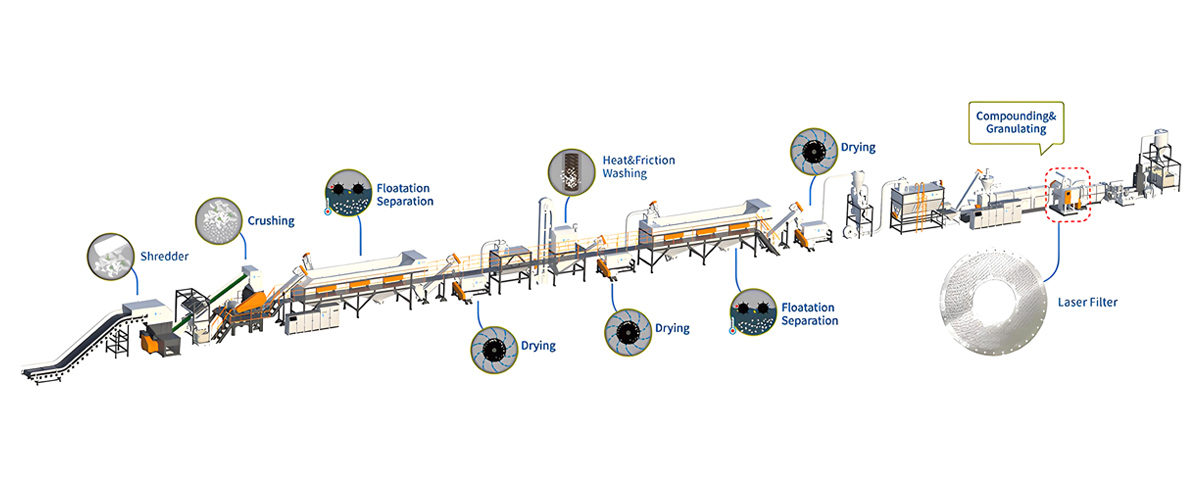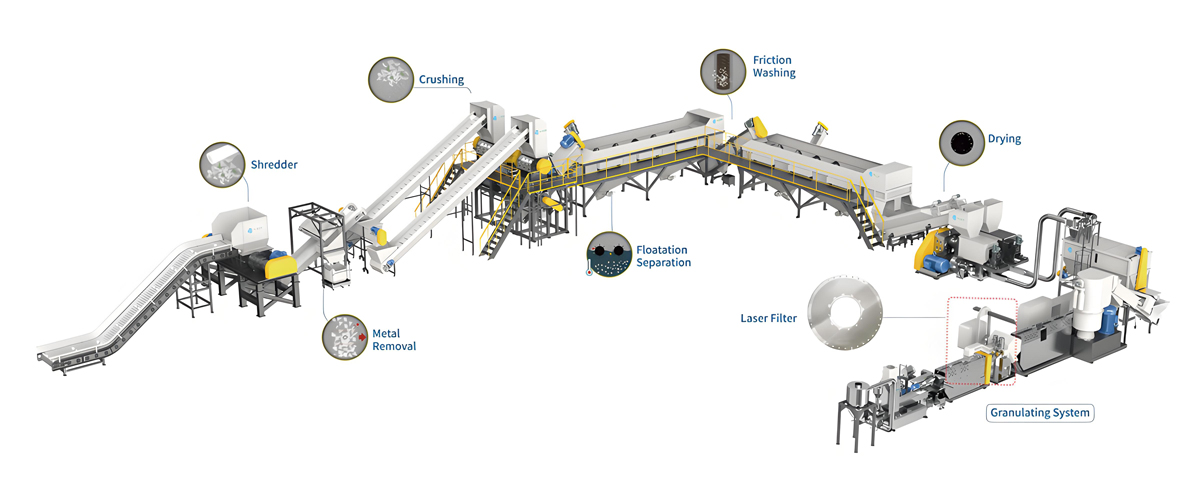
Plastic flake drying is one of the most critical processing stages in the post-waste plastic recycling workflow. After crushing, friction washing, and rinsing, recycled plastic flakes retain residual moisture, surface water stains, and hidden water in material gaps. Unreasonable drying temperature adjustment is the leading cause of defective recycled plastic products, including material thermal deformation, yellowing, brittleness, low granulation yield, and unstable melt fluidity. Different types of plastic flakes have unique thermal properties, heat resistance, molecular structure stability, and moisture absorption characteristics, which means a unified drying temperature scheme cannot adapt to diversified recycling production.
Many plastic recycling enterprises rely on empirical fixed-temperature drying operations, resulting in two common production problems. Excessively high drying temperatures cause low-melting-point plastics to soften, stick, degrade, and produce harmful smoke, reducing material purity and recycling value. Excessively low drying temperatures lead to incomplete dehydration, high moisture content in finished flakes, and air bubble defects in subsequent granulation and injection molding products, severely affecting product qualification rates and market competitiveness. Mastering scientific and targeted drying temperature adjustment methods for different plastic flake types is essential to stabilize recycling quality, reduce material waste, and lower production costs.
As a professional manufacturer of high-performance plastic recycling and washing lines, POLYRETEC has accumulated rich practical experience in material drying parameter debugging and process optimization. This article systematically explains the thermal characteristics of common recycled plastic flakes, standard drying temperature ranges, accurate adjustment methods, influencing factors, fault solutions, and cost-benefit optimization strategies. It covers all core operation guidelines for drying temperature adjustment in plastic recycling production, providing comprehensive technical support for recycling factory standardized production and process upgrading.
1. Basic Principle and Importance of Plastic Flake Drying Process
Plastic flake drying refers to the process of removing free surface moisture and adsorbed internal moisture from washed plastic flakes through thermal evaporation and hot air circulation, reducing the material moisture content to the standard range required for granulation and reprocessing. Unlike ordinary material drying, recycled plastic flake drying requires precise temperature control, which must balance complete moisture removal and avoidance of material thermal damage. Each type of plastic has a fixed glass transition temperature, melting point, and thermal decomposition temperature, which constitute the core basis for drying temperature setting.
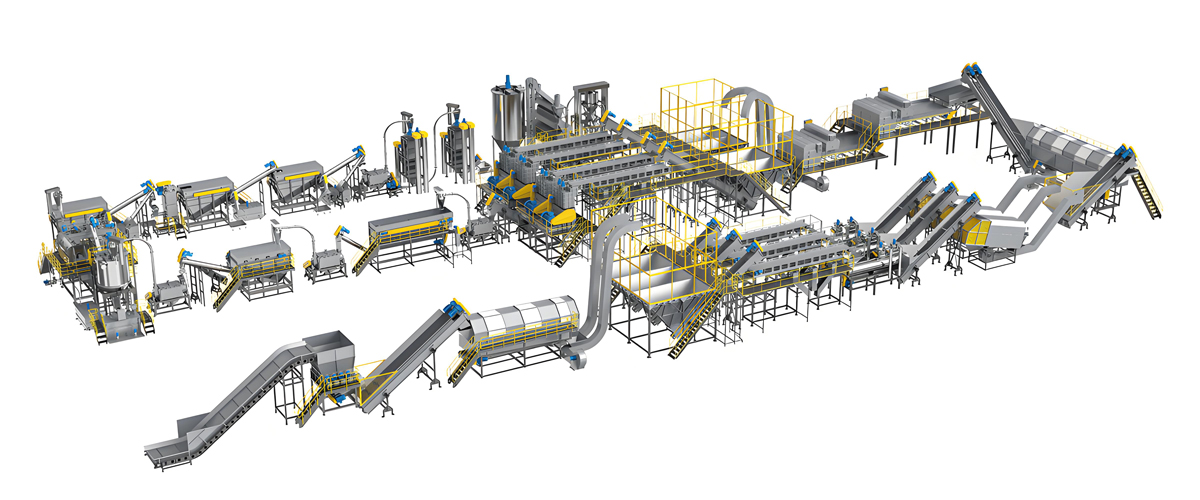
In professional POLYRETEC plastic washing and recycling lines, the drying system cooperates with centrifugal dehydration and hot air circulation equipment to complete secondary deep dehydration of plastic flakes. Centrifugal dehydration removes more than 90% of free water, while temperature-controlled hot air drying eliminates residual adsorbed water and gap water. Scientific temperature adjustment can stabilize the final moisture content of plastic flakes below 3%, meeting the production standards of high-quality recycled plastic granules. Improper temperature control will directly trigger a series of quality defects and economic losses for recycling enterprises.
1.1 Hazards of Excessively High Drying Temperature
When the drying temperature exceeds the heat resistance limit of plastic flakes, irreversible material performance degradation will occur. Low-melting-point flexible plastics such as PE and PP flakes will soften and stick together at high temperatures, causing material agglomeration, uneven drying, and equipment pipeline blockage. High-temperature resistant engineering plastics such as PET and ABS will experience molecular chain fracture, surface yellowing, and aging embrittlement after long-term high-temperature baking, reducing the tensile strength and weather resistance of finished recycled products. In addition, excessive temperature will cause residual cleaning agents and organic impurities on the flake surface to decompose, producing harmful volatile gases and affecting workshop production safety and environmental compliance.
1.2 Hazards of Excessively Low Drying Temperature
Insufficient drying temperature cannot completely remove adsorbed moisture inside plastic flakes. Residual moisture will vaporize during subsequent granulation and extrusion processing, forming bubbles, voids, and silver lines inside recycled plastic granules and finished products. These defects greatly reduce the compactness, mechanical strength, and surface finish of plastic products, making recycled materials unable to enter high-end application markets. Long-term low-temperature drying also requires extended drying time, reducing production line operating efficiency, increasing power consumption per unit product, and raising comprehensive production costs for enterprises.
1.3 Core Value of Accurate Temperature Adjustment
Precise drying temperature adjustment for different plastic flake types can maximize recycling product quality stability, ensure consistent moisture content and material performance of batch products, and improve the market premium capacity of recycled plastic flakes and granules. At the same time, standardized temperature parameter setting can optimize equipment operating efficiency, avoid energy waste and material loss, reduce equipment failure rates caused by material sticking and blockage, and extend the service life of drying system components. It is an indispensable core process link for large-scale, standardized, and high-benefit plastic recycling production.
2. Thermal Characteristics and Standard Drying Temperature of Common Plastic Flakes
Different recycled plastic flakes have distinct thermal physical properties, including melting point, softening temperature, thermal decomposition temperature, and moisture absorption rate. These fundamental parameters determine their exclusive standard drying temperature ranges and adjustable intervals. This chapter sorts out the most common recycled plastic flake types in the recycling industry, including PE, PP, PET, PVC, ABS, and PS, and elaborates their professional drying temperature standards and adjustment bases, matching the mainstream processing scenarios of POLYRETEC full-automatic washing lines.
2.1 PE Plastic Flakes (Polyethylene)
PE plastic flakes, including HDPE and LDPE flakes, are the most common flexible recycled plastic materials, widely derived from packaging films, plastic bags, milk bottles, and industrial stretch films. PE materials feature low moisture absorption, soft texture, and low melting point, with a softening temperature of 80℃ to 100℃ and a melting point of 110℃ to 130℃. The material is extremely sensitive to high temperatures and prone to thermal softening and adhesion.
The standard safe drying temperature range for PE flakes is 60℃ to 80℃. For lightly polluted and low-moisture HDPE hard flakes, the temperature can be stably set at 70℃ to 80℃ to ensure rapid moisture removal. For LDPE soft film flakes with high residual moisture and easy adhesion, the temperature should be controlled at 60℃ to 70℃ to avoid material softening and agglomeration. The maximum allowable temperature for PE flake drying shall not exceed 85℃ for a long time, otherwise material sticking and thermal aging will occur.
2.2 PP Plastic Flakes (Polypropylene)
PP plastic flakes are mainly recycled from woven bags, packaging boxes, and daily plastic products, with a slightly higher heat resistance than PE materials. The softening temperature of PP is 100℃ to 120℃, and the melting point is 160℃ to 170℃. PP flakes have low moisture absorption and strong high-temperature stability, allowing a relatively higher drying temperature range.
The standard drying temperature for PP flakes is 70℃ to 90℃. Conventional clean PP flakes can adopt a medium-high temperature setting of 80℃ to 90℃ to improve drying efficiency and shorten production cycles. For PP flakes mixed with fine impurities and residual glue, the temperature is controlled at 70℃ to 80℃ to prevent residual organic impurities from high-temperature decomposition and polluting the material. Long-term drying temperature shall not exceed 95℃ to avoid slight yellowing of PP flake surface.
2.3 PET Plastic Flakes (Polyethylene Terephthalate)
PET flakes are mainly recycled from waste beverage bottles and cosmetic bottles, belonging to high-hardness and high heat-resistant plastics. PET materials have strong moisture absorption, and internal adsorbed moisture is difficult to remove, which puts forward higher requirements for drying temperature and time. The softening temperature of PET is above 220℃, and it will not soften or deform under conventional drying temperatures, with excellent thermal stability.
The standard drying temperature range for PET flakes is 100℃ to 140℃. For ordinary recycled PET flakes used for low-end granulation, the temperature can be set at 100℃ to 120℃ to meet basic dehydration requirements. For food-grade and high-purity PET flakes used for fiber and bottle-grade recycling, the temperature needs to be increased to 120℃ to 140℃ for deep dehydration, ensuring the moisture content is controlled below 0.2%. High-temperature drying of PET flakes will not cause material deformation, but excessive temperature exceeding 150℃ will lead to material brittleness and performance decline.
2.4 PVC Plastic Flakes (Polyvinyl Chloride)
PVC flakes are recycled from plastic pipes, decorative panels, and packaging materials, with poor thermal stability. PVC materials are prone to thermal decomposition and release harmful substances at high temperatures, so low-temperature drying principles must be followed. The softening temperature of PVC is 75℃ to 90℃, and thermal decomposition will occur when the temperature exceeds 110℃.
The safe drying temperature of PVC flakes is strictly controlled at 50℃ to 65℃. In actual production, high-temperature rapid drying is prohibited. Low-temperature and long-time constant-temperature drying is adopted to slowly remove residual moisture, avoiding material decomposition, discoloration, and harmful gas volatilization. All drying operations for PVC flakes must avoid temperature exceeding 70℃ to ensure production safety and material quality stability.
2.5 ABS Plastic Flakes
ABS engineering plastic flakes are recycled from electronic product shells, home appliance accessories, and industrial plastic parts, with moderate moisture absorption and good thermal stability. The softening temperature of ABS is 110℃ to 130℃, and it has strong tolerance to medium and high temperature drying.
The standard drying temperature for ABS flakes is 80℃ to 100℃. Conventional industrial-grade ABS flakes can be dried at 90℃ to 100℃ for efficient dehydration. For colored and modified ABS flakes, the temperature is adjusted to 80℃ to 90℃ to prevent color fading and performance attenuation of modified components. Stable temperature control can effectively avoid internal bubble defects of ABS recycled products.
2.6 PS Plastic Flakes (Polystyrene)
PS flakes are mainly from foam packaging materials and disposable plastic products, with low heat resistance and brittle texture. The softening temperature of PS is 80℃ to 95℃, and high temperature is easy to cause material shrinkage, deformation, and pulverization.
The drying temperature of PS flakes is controlled at 60℃ to 75℃. Low-temperature slow drying is adopted throughout the process to ensure complete moisture removal while protecting the original structural stability of PS materials and avoiding material deformation and damage, which is the key to improving the yield of PS recycled materials.
3. Key Factors Affecting Plastic Flake Drying Temperature Adjustment
The standard temperature range of a single plastic material is only the basic reference for production. In actual recycling production of POLYRETEC washing lines, multiple dynamic factors will affect the drying effect, requiring real-time fine-tuning of temperature parameters by operators. Mastering these influencing factors and adaptive adjustment rules is the core of realizing intelligent and accurate drying process control.
3.1 Material Moisture Content and Pollution Degree
Waste plastic flakes with heavy mud, oil stains, and long-term outdoor stacking have higher moisture content and more gap water. For such high-moisture materials, the drying temperature can be appropriately increased by 5℃ to 10℃ on the basis of the standard range, and the hot air circulation volume can be matched to accelerate moisture evaporation. For clean flakes with low residual moisture after secondary rinsing and fine dehydration, the temperature can be appropriately reduced to avoid unnecessary energy consumption and material thermal aging.
3.2 Ambient Temperature and Humidity of Production Workshop
In high-humidity regions and rainy seasons, the ambient air humidity is high, and the moisture evaporation efficiency of plastic flakes decreases. Operators need to increase the drying temperature by 5℃ to 8℃ appropriately and extend the drying cycle slightly to ensure thorough dehydration. In dry and low-temperature workshop environments, the temperature can be reduced moderately to maintain stable drying quality and save power consumption.
3.3 Plastic Flake Specification and Thickness
The thickness and particle size of plastic flakes directly affect heat conduction efficiency. Thin and small-sized flakes have fast heat conduction and fast moisture evaporation, which can adopt standard temperature parameters for rapid drying. Thick and large-size flakes have slow internal heat conduction and difficult gap water removal, requiring a moderate increase in drying temperature and prolonged drying time to avoid incomplete internal dehydration.
3.4 Mixed Material Ratio in Actual Production
Most factory production materials are mixed recycled flakes with multiple plastic types. For mixed materials with different thermal sensitivity, the drying temperature must be set based on the lowest heat-resistant material in the mixture to prevent thermal damage to sensitive materials. For example, mixed PE and PVC flakes must adopt PVC low-temperature drying standards to avoid PVC decomposition and PE adhesion, and adjust hot air circulation speed to balance the drying effect of different materials.
4. Step-by-Step Drying Temperature Adjustment Operation Guide
Combined with the intelligent drying system configuration of POLYRETEC fully automatic plastic washing line, this chapter summarizes standardized step-by-step temperature adjustment operation procedures, suitable for all types of plastic flake drying production scenarios, helping operators achieve accurate parameter setting and stable production operation.
4.1 Pre-Production Parameter Confirmation and Debugging
Before starting formal drying production, first confirm the specific type, purity, moisture content, and flake size of the recycled materials. Query the standard drying temperature range of the corresponding plastic type, and set the initial temperature at the middle value of the standard range to avoid extreme parameter deviation. Turn on the drying system and hot air circulation system for 5 minutes of preheating to stabilize the equipment internal temperature field and eliminate temperature fluctuation interference.
4.2 Small-Batch Trial Production and Effect Detection
Carry out small-batch trial drying with initial parameters. After the materials are discharged, detect the surface dryness, internal moisture content, and material appearance state. If the material surface is dry but internal moisture is not completely removed, appropriately increase the temperature by 3℃ to 5℃ or extend the drying time. If the material is sticky, discolored or yellowed, immediately reduce the temperature by 5℃ to 10℃ to optimize parameters.
4.3 Formal Production Dynamic Fine Adjustment
After the trial production parameters are confirmed to be qualified, start formal continuous production. During the operation, monitor the material drying state in real time according to the changes of raw material pollution degree and workshop environment. Keep the temperature fluctuation range within ±3℃ to ensure stable batch drying quality. The intelligent PLC system of POLYRETEC washing line can automatically record optimal parameters, realizing one-key parameter calling for subsequent same-type material production.
4.4 Post-Production Parameter Reset and Equipment Maintenance
After daily production is completed, reset the drying temperature parameters to the initial standby state to avoid parameter confusion in the next production. Clean the drying box interior and hot air pipeline residual materials to prevent carbonization and adhesion of residual materials at high temperature, which will affect the next drying effect and equipment heat conduction efficiency.
5. Common Drying Defects Caused by Temperature Error and Solutions
Unscientific temperature adjustment is the main cause of various drying quality defects. Combined with the actual production cases of POLYRETEC customer factories, this chapter summarizes typical drying faults, temperature error causes, and targeted optimization solutions to help enterprises quickly solve production quality problems.
5.1 Material Adhesion and Agglomeration
Fault Performance: Plastic flakes stick to each other and adhere to the drying equipment inner wall, resulting in uneven drying and material waste. Cause Analysis: The drying temperature exceeds the softening temperature of low-melting-point materials such as PE and PS, or the local temperature of the equipment is too high. Solution: Immediately reduce the drying temperature to the safe standard range of the corresponding material, clean the adhered materials in the equipment, adjust the hot air circulation uniformity, and avoid local high temperature accumulation.
5.2 Incomplete Dehydration and Excessive Moisture Content
Fault Performance: Finished flakes have residual moisture, resulting in bubble defects in subsequent granulation products. Cause Analysis: Drying temperature is too low, drying time is insufficient, or hot air circulation efficiency is poor. Solution: Appropriately increase the drying temperature within the safe range, check and clean the hot air filter and ventilation pipeline to improve air circulation efficiency, and extend the drying cycle for high-moisture materials.
5.3 Material Yellowing and Thermal Aging
Fault Performance: The surface of plastic flakes turns yellow and dark, and the material toughness decreases. Cause Analysis: Long-term over-temperature drying leads to molecular aging and decomposition of plastic materials. Solution: Reduce the drying temperature to the optimal standard value, avoid long-term high-load over-temperature operation, and optimize the matching of temperature and drying time to ensure low-temperature and high-efficiency dehydration.
5.4 PVC Material Discoloration and Odor Generation
Fault Performance: PVC flakes turn black and yellow, accompanied by pungent odor. Cause Analysis: Drying temperature exceeds the thermal decomposition threshold of PVC materials. Solution: Strictly control the temperature below 65℃, adopt low-temperature constant-temperature drying mode, stop production immediately when odor occurs, cool down the equipment completely, and clean residual decomposed materials.
6. Equipment Configuration Matching for Precision Drying Temperature Control
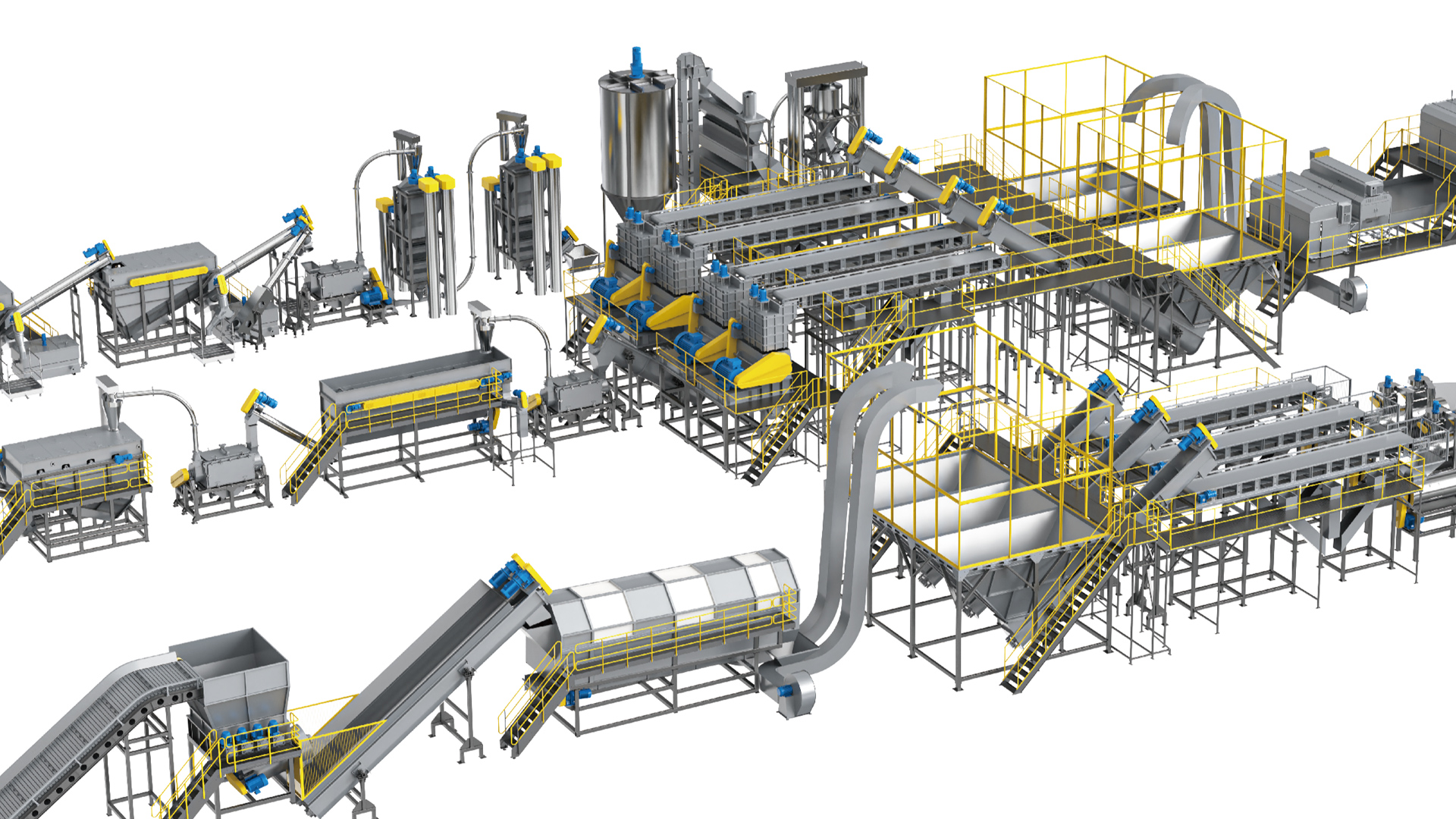
Accurate drying temperature adjustment cannot be separated from high-precision drying system equipment configuration. POLYRETEC fully automatic plastic washing line is equipped with an independent intelligent constant-temperature drying system, which provides hardware guarantee for precise temperature control of different plastic flakes, different from ordinary simple drying equipment on the market.
6.1 Intelligent Constant-Temperature Drying System Configuration
The supporting drying system of POLYRETEC recycling line adopts multi-stage independent temperature control, with temperature control accuracy up to ±1℃, realizing precise temperature adjustment for different plastic materials. The built-in temperature sensor monitors the internal temperature field in real time, automatically heats up and keeps constant temperature, avoids manual parameter adjustment deviation, and ensures stable and reliable drying temperature throughout the production process. The hot air circulation design realizes uniform heating of materials, solves the problem of local temperature difference of traditional drying equipment, and ensures consistent drying effect of all flakes.
6.2 Adaptive Temperature Matching Function
The equipment PLC system presets standard drying temperature parameters of all common plastic flakes. Operators only need to select the corresponding material type, and the system can automatically match the optimal temperature range and hot air volume parameters, realizing intelligent and error-free temperature adjustment. For mixed materials and special materials, manual fine-tuning can be carried out on the touch screen to meet personalized production needs, greatly reducing the technical threshold of operation and parameter debugging.
7. Production Cost and Benefit Analysis of Standardized Temperature Adjustment
Scientific drying temperature adjustment can effectively reduce enterprise production costs, improve product yield and added value, and bring obvious economic benefits to plastic recycling projects. Combined with the actual operation data of POLYRETEC customer projects, this chapter conducts a detailed cost-benefit analysis.
7.1 Energy Consumption Cost Saving
Blind high-temperature drying will cause serious energy waste. Standardized temperature parameter setting can reduce invalid power consumption of drying equipment by 12% to 18%. For a medium-sized recycling production line with an hourly output of 1000kg, the annual saved drying power consumption cost is about 8,000 US dollars. Reasonable temperature matching avoids long-time high-load operation of equipment, reduces energy loss, and realizes energy-saving and emission-reduction production.
7.2 Material Waste Reduction Benefit
Unreasonable temperature control is the main cause of material adhesion, aging and scrapping. Standardized temperature adjustment reduces the defective rate of dried plastic flakes from 3%-5% to below 0.8%, and the raw material utilization rate is increased to more than 99%. For enterprises with an annual output of 8,000 tons of recycled flakes, the annual reduced material waste loss is about 12,000 US dollars, greatly improving project profit margins.
7.3 Product Premium and Market Competitiveness Improvement
Recycled plastic flakes with stable moisture content and no thermal damage have higher purity and better physical properties, with a market premium of 10%-15% compared with ordinary defective products. Standardized drying process control helps enterprises produce high-quality recycled materials, enter high-end industrial customer markets, and obtain higher product added value and economic benefits.
7.4 Equipment Maintenance Cost Reduction
Long-term over-temperature operation will accelerate the aging of drying system heating components, pipelines and sensors, and increase equipment failure rate and maintenance cost. Scientific temperature adjustment makes the equipment operate within the rated safe parameter range for a long time, extends the service life of core components, and reduces the annual equipment maintenance cost by about 2,000 US dollars, reducing the long-term operation pressure of the project.
8. POLYRETEC Professional Technical Support and Process Customization
POLYRETEC not only provides high-quality plastic recycling and washing equipment, but also supports customers with full-process production process optimization and parameter debugging guidance. For different regional material characteristics, workshop environments, and product positioning, professional technical teams can customize exclusive drying temperature schemes and production processes for customers.
In the pre-sales stage, engineers formulate targeted process parameter manuals according to customers’ main recycled plastic types and production scale. In the after-sales installation and commissioning stage, on-site technicians conduct professional operation training for workers, including material identification, temperature parameter setting, fault judgment and adjustment skills. In the long-term after-sales service stage, the technical team provides remote process debugging support to help customers solve drying quality problems and optimize production parameters in real time.
All POLYRETEC recycling equipment enjoys a two-year full-machine free warranty and long-term technical follow-up service, ensuring that customers can always maintain high-efficiency, low-consumption and high-quality standardized production, and maximize project investment benefits.
9. Conclusion
Drying temperature adjustment is a refined core process in plastic flake recycling production, and targeted parameter setting according to different plastic flake types is the key to stabilize recycled product quality and optimize production benefits. Common plastic materials such as PE, PP, PET, PVC, ABS and PS have distinct thermal characteristics and safe drying temperature ranges. Combined with material moisture, workshop environment and material specifications, dynamic fine adjustment of temperature parameters can completely avoid various quality defects and energy waste caused by temperature errors.
POLYRETEC fully automatic plastic washing and recycling line is equipped with high-precision intelligent constant-temperature drying system, which matches professional temperature adjustment processes for different plastic flakes, helping recycling enterprises realize standardized and refined drying production. Scientific temperature control management can effectively reduce production energy consumption and material waste, improve recycled material grade and market premium, and create stable and long-term economic benefits for plastic recycling projects. It is an indispensable core technical standard for modern high-quality plastic recycling production.