Pellet hardness is one of the most critical quality parameters in plastic recycling operations. When plastic pellets exhibit uniform hardness throughout a production batch, processors benefit from consistent melting behavior, predictable flow rates, and superior end-product quality. Inadequate hardness control leads to processing difficulties, increased waste, and diminished profitability. This comprehensive guide explores the science and engineering behind achieving consistent pellet hardness in recycling processes, providing actionable strategies that recycling facility operators can implement immediately.
The plastic recycling industry faces mounting pressure to produce high-quality recycled materials that meet increasingly stringent specifications from manufacturers. Uniform pellet hardness directly impacts the market value of recycled resin, influencing everything from selling prices to customer retention. Understanding the factors that affect hardness consistency empowers operators to optimize their equipment configurations, refine their processing parameters, and ultimately deliver superior products to their customers.
Understanding Plastic Pellet Hardness: Definition and Industry Standards
Pellet hardness refers to the resistance of plastic pellets to deformation under mechanical pressure. This property significantly influences how recycled plastic behaves during subsequent processing operations, including extrusion, injection molding, and blow molding. The measurement of pellet hardness provides essential data for quality control departments seeking to maintain consistent product specifications.
What Is Pellet Hardness and Why Does It Matter
Pellet hardness represents the compactness and structural integrity of individual plastic granules produced during the recycling process. Hardness measurements indicate how well plastic material has been melted, homogenized, and solidified during granulation. Higher hardness values generally correlate with better molecular alignment and more complete polymer chain consolidation.
The practical implications of pellet hardness extend far beyond simple quality metrics. Recycled pellets with inconsistent hardness create problems during extrusion, where varying melting rates lead to irregular flow patterns. Injection molding operations suffer from shot-to-shot variation when pellet hardness fluctuates, resulting in defective parts and elevated scrap rates. Downstream manufacturers relying on recycled content must maintain strict processing parameters, and inconsistent raw materials compromise their ability to meet their own quality specifications.
The Impact of Hardness on Subsequent Processing Operations
When plastic pellets enter an injection molding machine, they must melt uniformly to fill the mold cavity consistently. Pellets with lower hardness typically contain more residual moisture and exhibit faster initial melting, while harder pellets require more thermal energy to reach processing temperature. This discrepancy causes uneven melt fronts within the barrel, leading to quality variations in finished products.
Extrusion operations depend on steady-state flow conditions that assume consistent raw material properties. Hardness variations disrupt the balance between melting rate and screw conveyance, creating pressure fluctuations that manifest as thickness variations in extruded film or profile products. Film manufacturers frequently cite inconsistent pellet hardness as a primary cause of gauge variation and roll telescoping issues.
Industry Standards and Testing Methods for Hardness
The plastic industry employs several standardized methods for evaluating pellet hardness. Shore durometer testing provides a quick assessment of surface hardness using a calibrated spring-loaded indenter. For more comprehensive analysis, Rockwell hardness testing measures the depth of penetration under controlled load conditions. These methods enable quality laboratories to establish specification limits and verify compliance with customer requirements.
International standards organizations have published testing protocols that recycling facilities can adopt for their quality assurance programs. ASTM D2240 covers Shore durometer testing for elastomers and plastics, while similar methodologies exist for compression testing of individual pellets. Facilities investing in standardized testing equipment gain the ability to correlate laboratory measurements with processing performance, enabling data-driven optimization of their plastic recycling operations.
Hardness Benchmarks for Different Plastic Materials
Each plastic resin type exhibits characteristic hardness ranges that reflect its molecular structure and processing history. High-density polyethylene (HDPE) typically produces pellets with Shore D hardness values between 60 and 70, while polypropylene (PP) pellets range from 75 to 85 Shore D. PET pellets generally fall in the 80 to 90 range, reflecting their superior stiffness compared to polyolefin materials.
Recycled materials may deviate from these virgin resin benchmarks due to contamination, degradation, or improper processing. Quality-conscious recyclers establish target hardness ranges for each material type and monitor their processes to maintain values within acceptable tolerances. Understanding the baseline hardness for specific polymer types enables operators to identify processing problems before they compromise product quality. Professional plastic recycling facilities maintain comprehensive hardness specifications for every material grade produced.
Key Factors Influencing Uniform Pellet Hardness
Multiple interconnected variables determine the final hardness of recycled plastic pellets. Effective hardness control requires understanding how these factors interact and influence each other throughout the recycling process. Facility operators who master these relationships gain significant advantages in quality consistency and operational efficiency.
Raw Material Characteristics and Contamination Levels
The composition and cleanliness of incoming feedstock profoundly affects achievable pellet hardness. Mixed plastic streams containing multiple resin types create challenges for consistent processing, as different polymers exhibit varying melting points and viscosity characteristics. Even small percentages of incompatible materials can cause local hardness variations within the pellet population.
Contamination from foreign materials including paper, metal, glass, and organic matter introduces additional variability into the recycling process. These contaminants either fail to melt during extrusion, creating hard spots within the melt stream, or they decompose at processing temperatures, generating gases and byproducts that affect pellet consolidation. Effective contamination removal during preprocessing directly correlates with improved hardness uniformity.
Extruder Temperature Control and Profile Optimization
Temperature management within the extrusion system represents perhaps the most influential factor affecting pellet hardness consistency. The extrusion process requires precise thermal gradients that progress from solid feeding at the hopper to fully molten material at the die face. Inconsistent temperature zones cause incomplete melting, uneven viscosity distribution, and corresponding hardness variations in the finished pellets.
Modern extrusion systems employ multi-zone temperature controllers that allow operators to establish optimized temperature profiles for specific material types. The feed zone typically operates at lower temperatures to prevent bridging and ensure consistent material introduction. Compression zones gradually increase temperature to achieve complete melting without thermal degradation. The metering zone maintains precise temperatures that ensure uniform melt viscosity for subsequent pelletization.
Screw Speed and Pressure Dynamics
Screw rotational speed determines the shear forces, residence time distribution, and material throughput within the extruder. Higher screw speeds increase shear heating and reduce material residence time, potentially creating harder pellets if the material remains adequately melted. Conversely, excessive speed may cause incomplete melting or uneven temperature distribution.
Back pressure at the die face develops from melt viscosity, screw design, and screen pack resistance. Consistent back pressure enables steady-state operation that produces pellets with uniform physical properties. Pressure fluctuations indicate process instability that manifests as hardness variations across the pellet population. Monitoring pressure trends provides early warning of developing problems before quality deviations become significant.
Cooling System Efficiency and Performance
The rate and uniformity of cooling directly determines the crystalline structure and resulting hardness of plastic pellets. Rapid cooling at the die face produces amorphous regions that exhibit lower hardness, while controlled slower cooling allows molecular chains to arrange into more ordered crystalline structures with higher hardness values.
Cooling system design must match the specific material requirements and production rate objectives of each recycling operation. Inadequate cooling capacity creates soft pellets that deform during handling and storage, while excessive cooling can cause thermal gradients within individual pellets, resulting in internal stresses and non-uniform hardness distribution. Optimized cooling systems maintain consistent temperatures throughout the pellet cooling zone.
Pelletization Method and Cutting Speed
The mechanical process of converting molten plastic into individual pellets influences their final hardness characteristics. Underwater pelletizers draw hot melt through precision-cut dies and cut pellets while suspended in circulating cooling water. This method produces spherical pellets with consistent cooling rates and uniform hardness distribution. Water-ring pelletizers offer similar benefits with modified cutting geometries.
Strand pelletization involves extruding continuous plastic strands into cooling water baths, followed by rotary cutting knives that segment the strands into cylindrical pellets. This method requires careful attention to water temperature and strand tension to maintain cutting precision and cooling consistency. Variations in cutting speed or blade condition directly impact pellet geometry and hardness uniformity.
Raw Material Preprocessing: Foundation for Consistent Hardness
The quality of preprocessing operations establishes the foundation for achieving uniform pellet hardness in the final recycling process. Inadequate preprocessing cannot be compensated by downstream adjustments, making investment in preprocessing capabilities essential for facilities targeting premium-quality recycled resin production.
Thorough Washing and Contamination Removal
Effective washing systems remove organic contaminants, adhesives, labels, and residual chemicals from post-consumer and post-industrial plastic materials. Modern washing lines employ combinations of friction washers, float-sink separation tanks, and hot water soaking zones to achieve thorough cleaning without damaging the underlying polymer structure. Residues from incomplete washing create stress concentration points that reduce local hardness.
Water quality management within washing systems significantly influences final product cleanliness. Recirculated wash water accumulates contaminants that may redeposit onto plastic surfaces, particularly when water changes are insufficient. Facilities implementing multi-stage washing with fresh water in final rinse zones achieve superior cleanliness levels that translate into more consistent downstream processing and improved pellet quality. Effective plastic recycling requires uncompromising attention to washing system performance and water quality management.
Proper Dewatering and Drying Operations
Moisture removal represents a critical preprocessing step that directly affects pellet hardness and processing stability. Residual moisture within plastic material vaporizes during extrusion, creating voids and inconsistencies within pellets. These moisture-related defects reduce effective hardness and compromise structural integrity during subsequent processing.
Mechanical dewatering using centrifugal dryers removes bulk water from washed塑料 flakes, typically achieving moisture contents below 2-3%. However, many plastic materials require additional thermal drying to reach the low moisture levels necessary for quality pellet production. Desiccant drying systems with controlled temperature and dew point targets enable processing of hygroscopic materials like PET to specifications below 50 ppm moisture.
Material Sorting and Consistent Batch Preparation
Accurate material sorting ensures that recycling operations process consistent feedstock compositions rather than highly variable mixed streams. Near-infrared (NIR) sorting systems automatically separate different resin types, colors, and contamination categories to create uniform material streams. Operations relying on manual sorting face inherent variability that manifests as hardness inconsistencies in finished pellets.
Batch preparation strategies enable facilities to blend materials from multiple sources into consistent formulations. By combining materials with complementary characteristics, operators can create feedstock profiles optimized for their processing equipment and target product specifications. Abrasive wear on sorting equipment should be monitored and corrected regularly to maintain separation accuracy. Modern plastic recycling operations increasingly rely on automated batch preparation systems that ensure consistent feedstock quality.
Plastic Crushing and Size Reduction Optimization
The particle size distribution of shredded or crushed plastic feed directly influences its behavior within the extruder. Uniform particle sizes enable consistent feeding and melting, while oversized pieces require extended residence time for complete melting. Undersized material may compact at the hopper, creating bridging and feeding interruptions that disrupt processing stability.
Granulator blade condition significantly impacts particle geometry and size distribution. Dull blades produce irregularly shaped pieces with jagged edges that create stress points during extrusion. Regular blade maintenance and replacement schedules ensure consistent size reduction performance that supports uniform pellet production.
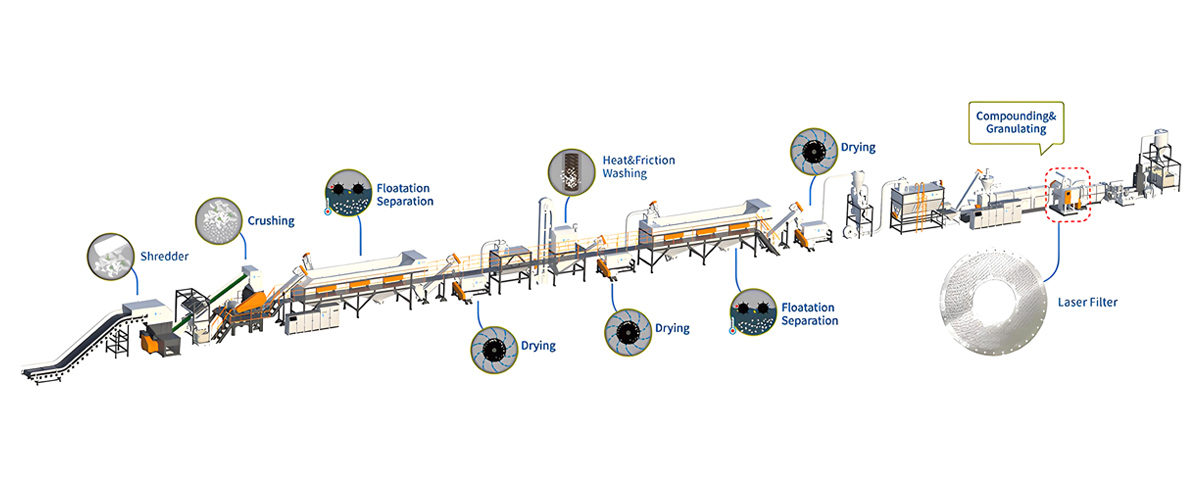
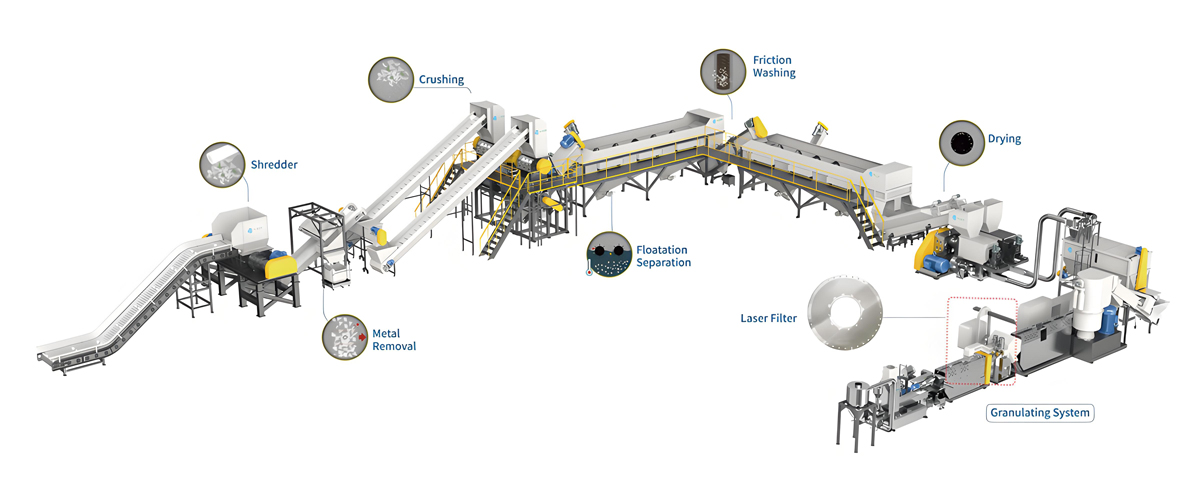
POLYRETEC Washing Line Preprocessing Advantages
POLYRETEC designs and manufactures complete plastic washing lines engineered for maximum contamination removal efficiency. These systems incorporate high-speed friction washers, precision float-sink separation stages, and hot water cleaning modules that achieve cleanliness levels meeting the most demanding specifications. The modular design allows configuration for specific material types and throughput requirements.
The intensive drying systems integrated into POLYRETEC washing lines achieve moisture contents as low as 1%, providing optimal preparation for subsequent granulation operations. Combined with automated material sorting integration, POLYRETEC washing lines deliver consistent feedstock quality that forms the foundation for uniform pellet hardness in the recycling process.
Extrusion and Granulation Process Optimization
The extrusion and pelletization stage transforms prepared plastic materials into finished pellets with target hardness specifications. Optimizing this critical process requires attention to equipment configuration, operating parameters, and quality monitoring systems that enable real-time adjustments. Plastic recycling operations achieving consistent pellet hardness demonstrate mastery of the fundamental principles governing polymer processing.
Precision Temperature Profile Management
Developing optimal temperature profiles requires systematic experimentation with specific material types and equipment configurations. Starting with manufacturer recommendations, operators adjust individual zone temperatures while monitoring melt quality, extruder load, and pellet characteristics. The goal is establishing minimum temperatures that achieve complete melting without thermal degradation that could compromise polymer properties.
Zone-to-zone temperature gradients should facilitate progressive melting and compression of the polymer mass. Insufficient temperature in early zones causes solid plugs that strain the drive system and create melt quality variations. Excessive temperatures in later zones promote oxidative degradation that reduces molecular weight and alters processing characteristics.
Screw Design and Configuration Selection
Extruder screw geometry determines mixing efficiency, shear heating, and material residence time distribution. General-purpose screws with moderate compression ratios handle a wide range of materials, while specialized designs optimize performance for specific polymer types. Barrier flights, mixing elements, and shearing sections provide additional processing flexibility for challenging materials.
Screw wear progressively alters the clearance between the screw flights and barrel liner, reducing compression efficiency and mixing effectiveness. Worn screws produce pellets with lower hardness uniformity due to inconsistent melting and inadequate homogenization. Implementing screw wear monitoring and replacement programs maintains processing consistency and product quality.
Screen Pack and Filtration System Selection
Screen packs serve dual functions of filtering contamination and generating back pressure for melt homogenization. Finer mesh screens remove smaller contamination particles but increase pressure requirements and risk screen rupture. Balancing filtration efficiency with operational reliability requires selecting screen packs appropriate for incoming material cleanliness levels.
Screen changers enable continuous operation by switching between screen pack assemblies without shutting down production. Automatic screen changers respond to pressure triggers, maintaining consistent back pressure as screens accumulate contamination. Manual screen changes require process interruption but offer lower capital costs for facilities with acceptable maintenance practices.
Die Head Configuration and Palletization Method
Die head design influences melt distribution, pressure uniformity, and cutting edge quality for various pelletization systems. Die plate geometry, land length, and flow channel design determine pressure drops and melt temperature uniformity across the die face. Uniform flow distribution ensures that all die holes produce pellets with consistent characteristics.
Pelletization method selection depends on material characteristics, production rate, and target pellet specifications. Underwater pelletization suits high-volume production of most thermoplastics, offering superior cooling efficiency and particle geometry control. Strand pelletization remains appropriate for materials with high melt strength or specialized geometry requirements.
POLYRETEC Granulator Process Advantages
POLYRETEC manufactures plastic granulator equipment featuring precision-engineered extrusion systems with advanced temperature control capabilities. The integrated control systems maintain zone temperatures within plus or minus one degree Celsius, enabling the precise thermal management necessary for consistent pellet hardness. Variable-frequency drives provide infinite speed control for optimizing shear and residence time characteristics. POLYRETEC supports plastic recycling facilities worldwide with equipment designed for superior pellet quality consistency.
The comprehensive granulator lineup from POLYRETEC includes models optimized for different material types and production capacities. From compact systems for low-volume specialty materials to high-throughput production lines, POLYRETEC equipment delivers the reliability and precision that facilities require for premium-quality pellet production. POLYRETEC supports plastic recycling operations worldwide with equipment designed for superior quality consistency and long-term reliability.
Cooling System Design and Its Critical Role in Hardness
Proper cooling system design and operation determines the crystalline structure development that fundamentally controls pellet hardness. Understanding the mechanisms of cooling and their relationship to polymer structure enables operators to configure systems for specific hardness targets.
Water Cooling Versus Air Cooling Comparison
Water cooling provides efficient heat transfer that enables rapid cooling rates and precise temperature control. The high heat capacity of water removes thermal energy quickly, preventing excessive crystalline development that could cause brittleness. Water cooling systems also enable closed-loop temperature control that maintains consistent conditions throughout production runs.
Air cooling suits lower throughput applications and materials with limited thermal sensitivity. While less efficient than water cooling, air systems avoid the water management requirements and potential contamination issues associated with wet cooling. However, air-cooled systems typically exhibit greater temperature variability that can affect hardness consistency.
Cooling Water Temperature Control Strategies
Maintaining consistent cooling water temperature throughout production requires adequate chilling capacity and circulation flow rates. Water temperature fluctuations directly translate into pellet temperature variations and corresponding hardness inconsistencies. Investment in precision chilling equipment with adequate capacity ensures stable cooling conditions regardless of production rate variations.
Water treatment programs prevent scaling, biological growth, and corrosion that compromise heat transfer efficiency. Hard water deposits insulate heat transfer surfaces, reducing system effectiveness and creating unpredictable cooling conditions. Chemical treatment and regular maintenance preserve heat transfer performance and extend equipment service life.
Cooling Length and Residence Time Optimization
The distance that pellets travel through cooling zones determines their residence time at temperature and corresponding structural development. Longer cooling zones provide extended time for temperature equalization and crystalline structure formation, generally producing harder pellets with more consistent internal properties.
Cooling length requirements vary significantly based on material type, pellet geometry, and production rate. Larger pellets require longer cooling times due to limited thermal conductivity through the polymer mass. Insufficient cooling length produces soft cores within larger pellets, creating internal stress and hardness gradients that cause problems during subsequent processing.
Water-Strand Cooling Versus Underwater Pelletization
Water-strand cooling systems extrude molten plastic into continuous strands that pass through water cooling baths before entering rotary cutters. This method provides visual confirmation of strand integrity and enables rapid adjustment of cooling parameters. Strand cooling length and water temperature create the primary control variables for managing pellet properties.
Underwater pelletization systems combine extrusion, cutting, and cooling in an integrated process where hot melt passes through a die plate and gets immediately cut by rotating blades while submerged in circulating water. The water maintains die face temperatures and quenches pellets rapidly, producing spherical particles with uniform cooling and consistent hardness distribution.
Troubleshooting Common Cooling-Related Problems
Temperature variations across cooling systems create localized hot spots that produce inconsistent pellet properties. Water flow imbalances, recirculation zones, and inadequate mixing cause temperature stratification that manifests as hardness variation within pellet batches. Systematic temperature mapping identifies problem areas requiring correction.
Cooling water contamination from polymer residues, lubricants, or biological growth reduces heat transfer efficiency and creates inconsistent cooling performance. Regular water quality monitoring and treatment prevent these issues from developing. Closed-loop systems with filtration and treatment equipment maintain water quality throughout production campaigns.
Diagnosing and Solving Non-Uniform Hardness Problems
When pellet hardness variability exceeds acceptable limits, systematic troubleshooting identifies root causes and enables corrective action. Understanding the characteristic symptoms associated with different failure modes accelerates problem resolution and prevents recurrence.
Temperature Fluctuation Effects on Hardness Distribution
Inconsistent extruder temperatures produce pellets with varying thermal histories that translate directly into hardness differences. Temperature controllers experiencing sensor drift, heater band failures, or contact problems create zones of abnormal temperature that affect local melting behavior. Regular calibration and maintenance of temperature control systems prevents these issues.
Solutions include implementing redundant temperature monitoring, upgrading to precision controller systems, and establishing preventive maintenance schedules for heater bands and thermocouples. Data logging capabilities enable retrospective analysis of temperature trends that may reveal intermittent problems occurring during production runs.
Raw Material Mixing Inconsistencies
Poor blending of incoming materials with different characteristics creates feedstock variability that produces hardness variations in finished pellets. Incomplete mixing allows materials with different melt temperatures and viscosities to process differently, creating distinct hardness populations within the same batch.
Proper mixing system design and operation ensures uniform feedstock composition before entering the extruder. Gravimetric blending systems proportion materials by weight rather than volume, providing more accurate composition control. Ribbon blenders, tumbling mixers, or pneumatic blending systems achieve thorough mixing when properly sized and operated.
Screw and Barrel Wear Consequences
As screws and barrels wear during operation, clearances increase and mixing efficiency decreases. Worn equipment produces inadequate compression and poor homogenization, resulting in pellets with inconsistent internal structure and variable hardness. Monitoring extruder power consumption and melt pressure provides indicators of wear-related performance changes.
Establishing wear limits and replacement schedules maintains processing consistency throughout equipment life cycles. Reversible screw designs allow rotation to utilize unworn flight surfaces, extending service life. Barrel liners can be replaced when wear exceeds acceptable limits, restoring original clearances and processing performance.
Cooling Inconsistency Detection and Correction
Non-uniform cooling creates pellets with varying thermal histories that produce corresponding hardness distributions. Temperature gradients within cooling zones, inadequate water flow, and fouled heat transfer surfaces all contribute to cooling inconsistencies. Thermal imaging and distributed temperature sensing identify problem areas requiring attention.
Corrective actions include adjusting water flow distribution, cleaning heat transfer surfaces, and modifying cooling zone geometry to eliminate dead spots and recirculation zones. Process validation studies confirm that corrections achieve the desired cooling uniformity improvement.
Cutting Speed and Blade Condition Effects
Pellet cutting speed determines the geometry and consolidation of individual pellets. Inconsistent cutting speeds caused by worn blades, damaged drive systems, or variable material flow produce irregular pellets with compromised structural integrity. Regular blade inspection and replacement prevents hardness-affecting cutting problems.
Blade material selection must match the abrasiveness of the material being processed. Hardened steel blades provide adequate service for most polyolefins, while tungsten carbide or ceramic blades handle filled or highly abrasive materials. Proper blade tension and alignment ensure clean, consistent cutting throughout blade service life.
Quality Testing and Process Control Systems
Implementing comprehensive quality testing and process control systems enables proactive management of pellet hardness rather than reactive correction after defects occur. Modern recycling facilities leverage inline monitoring, statistical analysis, and automated control systems to maintain consistent quality.
Online Hardness Monitoring Technologies
Inline hardness monitoring systems measure pellet properties during production without interrupting process flow. Near-infrared spectroscopy enables rapid composition and property analysis of individual pellets or sample streams. Acoustic sensing technologies measure pellet stiffness and hardness characteristics continuously.
Integration of inline monitoring systems with process control equipment enables automatic parameter adjustment in response to detected variations. When monitored hardness values approach specification limits, control systems adjust temperature, speed, or cooling parameters to bring quality back to target.
Laboratory Testing Standards and Procedures
Comprehensive laboratory testing programs verify pellet quality characteristics and validate inline monitoring systems. Standardized test methods including Shore durometer hardness testing, compression testing, and melt flow analysis provide quantitative quality data. Regular laboratory testing schedules ensure that production remains within established specifications. Effective plastic recycling quality programs combine inline monitoring with periodic laboratory verification to maintain confidence in product specifications.
Laboratory equipment calibration and operator training maintain testing accuracy and repeatability. Participation in proficiency testing programs validates laboratory performance against industry benchmarks. Documented testing procedures ensure consistency across shifts and personnel changes.
Process Parameter Monitoring and Control
Real-time monitoring of critical process parameters provides the data foundation for quality management in plastic recycling operations. Temperature, pressure, speed, and throughput data logged continuously enable trend analysis that identifies developing problems before quality excursions occur. Modern control systems store vast quantities of process data for retrospective analysis and continuous improvement initiatives.
Alarm limits and automatic shutdown systems protect product quality by stopping production when parameters exceed acceptable ranges. Properly configured alarm systems prevent defect production while avoiding unnecessary interruptions from normal process variation. Regular alarm limit review ensures that settings remain appropriate for current operating conditions in plastic recycling facilities operating around the clock.
Statistical Process Control Implementation
Statistical process control (SPC) applies statistical methods to monitor and control process quality. Control charts track measured parameters over time, distinguishing between common cause variation inherent in the process and special cause variation indicating problems requiring attention. SPC implementation reduces quality variability by enabling rapid response to special causes. Leading plastic recycling producers implement comprehensive SPC programs to achieve world-class quality consistency.
Key process variables monitored using SPC include extruder temperatures, melt pressures, motor loads, and pellet quality measurements. Control limits established from initial process capability studies define acceptable variation ranges. Trend analysis and run rules identify when processes drift toward specification limits.
Quality Traceability and Documentation Systems
Complete quality traceability enables investigation of quality problems and verification of corrective actions. Documenting material sources, processing conditions, and quality test results for each production batch creates accountability and enables continuous improvement. Batch numbering systems link physical product to production records.
Electronic quality management systems automate record keeping and enable rapid data retrieval during investigations. Integration with laboratory information management systems (LIMS) connects testing data with production records. Comprehensive traceability supports customer requirements for documented quality assurance.
POLYRETEC Equipment Advantages for Uniform Pellet Production
POLYRETEC offers comprehensive plastic recycling equipment solutions designed specifically for achieving uniform pellet quality. The integrated approach from preprocessing through granulation addresses the full range of factors affecting pellet hardness consistency.
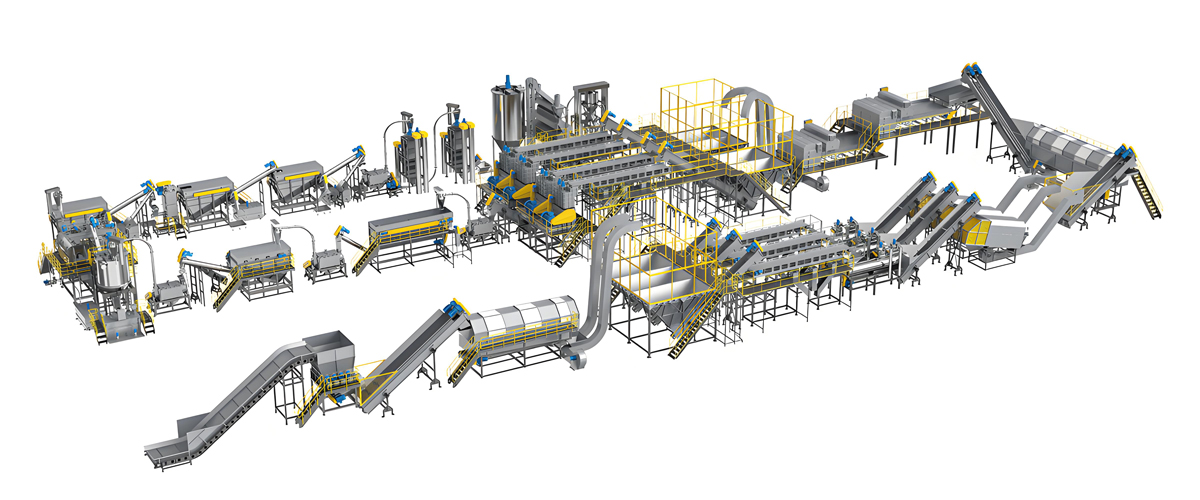
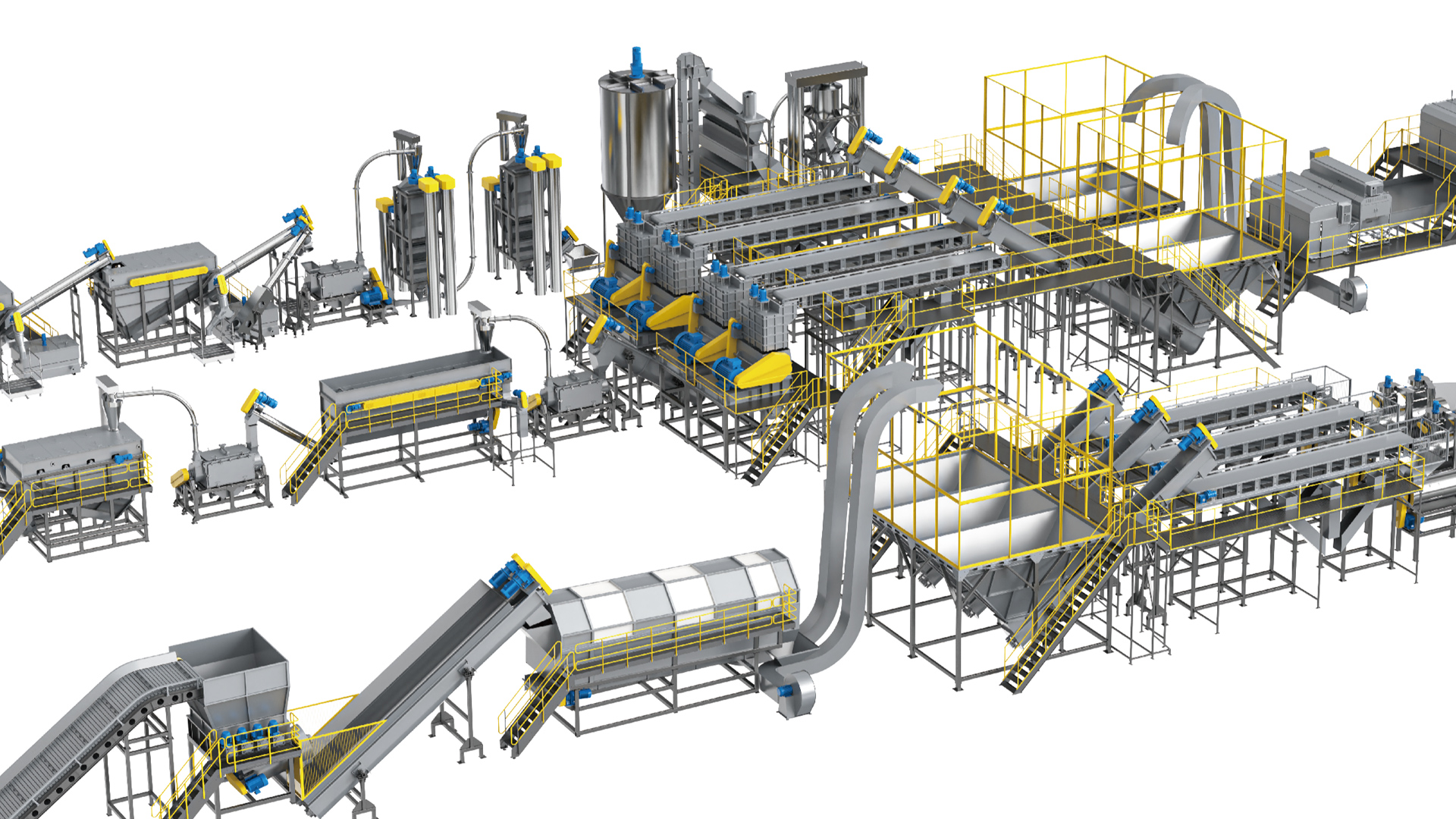
Complete Plastic Recycling Production Line Solutions
POLYRETEC designs and manufactures complete recycling production lines integrating washing, drying, extrusion, and pelletization equipment. The systems engineering approach ensures compatibility between equipment components and optimized overall system performance. Single-source responsibility simplifies procurement and support for plastic recycling facility operators. POLYRETEC has established itself as a trusted partner for companies investing in advanced plastic recycling capabilities worldwide.
Production line capacity options range from 500 kg per hour for specialty operations to over 3000 kg per hour for high-volume recycling facilities. Standardized module designs enable capacity expansion as business requirements grow. The comprehensive product portfolio addresses requirements for processing various plastic types including PE, PP, PET, and PS.
Integrated Washing Line and Granulator Systems
The combination of POLYRETEC washing lines with their granulator equipment creates optimized preprocessing and processing integration. Washing line output specifications match granulator input requirements, eliminating mismatches that could compromise pellet quality. Coordinated control systems enable synchronized operation across the complete production line.
Modular system design allows facilities to select appropriate washing and granulation equipment configurations for their specific material streams and product quality objectives. Flexibility in configuration enables processing of diverse material types without sacrificing quality consistency. Engineering support assists customers in selecting optimal equipment configurations.
Precision Temperature Control and Automation Systems
POLYRETEC granulators incorporate advanced temperature control systems achieving stability within plus or minus one degree Celsius. Multi-zone heating with independent control enables precise thermal profile optimization for different material types. PID control algorithms respond rapidly to load changes while preventing overshoot.
Automated control systems reduce operator dependency and improve consistency across shift changes. Recipe storage enables quick product changeovers by automatically loading optimized parameters for different materials. Remote monitoring and diagnostic capabilities enable POLYRETEC support personnel to assist with troubleshooting and optimization.
Modular Design for Process Flexibility and Adjustment
POLYRETEC equipment features modular designs that enable process optimization and future upgrades. Screw assemblies, die plates, and cooling systems can be exchanged to accommodate different material requirements. This flexibility enables facilities to adapt their equipment for changing market conditions and new material streams.
Quick-changeover designs minimize downtime during product transitions. Tool-free access to wear components speeds maintenance activities. Spare parts programs ensure that critical components remain available for rapid replacement when needed. The modular approach protects customer investments by enabling equipment adaptation over extended operating lifetimes.
Hardness Control Strategies for Different Recycled Materials
Each plastic material type presents unique challenges for achieving uniform pellet hardness. Understanding material-specific characteristics enables operators to optimize their processes for specific resin types or blends.
PE Film Recycling: Achieving Consistent Pellet Hardness
Polyethylene film materials require careful attention to moisture removal and temperature control during granulation. The low melting point of PE makes thermal degradation a significant concern when processing contaminated materials. Effective washing and drying ensure that incoming material does not introduce moisture-related defects.
PE pellets typically exhibit lower hardness values than other resin types due to their flexible molecular structure. Target hardness values in the 60-70 Shore D range indicate properly processed material. Excessive hardness may indicate contamination from higher-melting materials or thermal degradation affecting polymer structure.
PET Bottle Recycling: Hardness Optimization Approaches
PET bottles present particular challenges due to moisture sensitivity and the potential for IV variation within collected material streams. Hygroscopic PET requires thorough drying to moisture levels below 50 ppm to prevent hydrolytic degradation and processing problems. Desiccant drying systems with dew point monitoring ensure adequate moisture removal.
PET pellet hardness in the 80-90 Shore D range indicates proper processing and adequate crystallinity development. Under-crystallized PET may exhibit soft spots and blocking during storage. Post-crystallization treatments and controlled cooling profiles optimize PET pellet properties for subsequent processing applications.
PP Woven Bag Recycling: Material-Specific Considerations
PP woven bag materials typically contain contamination from soil, additives, and potentially incompatible polymers used in bag construction. Aggressive washing and separation processes remove the majority of contamination before granulation. However, some contamination inevitably remains in processed material.
PP pellets should exhibit hardness values between 75-85 Shore D for properly processed material. Lower values may indicate residual contamination or processing temperatures below optimal levels. Higher hardness values can result from excessive cooling rates that prevent adequate crystalline structure development.
HDPE Bottle Recycling: Quality Consistency Strategies
HDPE bottle recycling benefits from relatively clean material streams when proper sorting removes colored bottles and non-HDPE containers. The natural color of HDPE enables straightforward visual sorting supplemented by automated detection systems. Clean feedstock contributes directly to consistent granulation and pellet quality. Professional plastic recycling operations achieve superior HDPE quality through comprehensive sorting and cleaning protocols.
HDPE pellets with hardness values in the 65-75 Shore D range indicate proper processing. This material offers good process stability and moderate hardness that accommodates various downstream applications. Consistent natural color alongside proper hardness indicates high-quality HDPE recycled resin suitable for demanding applications.
Handling Mixed Plastic Recycling Challenges
Mixed plastic recycling presents inherent challenges for achieving uniform pellet hardness due to the variety of polymer types, colors, and contamination levels present in collected materials. Multiple resin types with different melting points create processing windows that cannot optimally accommodate all components. Plastic recycling facilities must carefully balance material stream homogeneity against available sorting and separation capabilities.
Advanced sorting technologies including NIR separation and density-based sorting improve material consistency but cannot achieve perfect separation. Facilities processing mixed materials must accept some quality limitations while optimizing their processes for the predominant resin types present. Quality specifications for mixed plastic pellets appropriately reflect achievable performance levels.
Cost Analysis: How Uniform Pellet Hardness Impacts Profitability
The economic implications of pellet hardness consistency extend throughout the recycling operation and influence customer relationships, market positioning, and overall business profitability. Investment in quality systems and process optimization generates measurable financial returns through improved product quality and reduced operational costs. Plastic recycling profitability depends fundamentally on achieving consistent pellet quality that meets customer expectations. Facilities investing in hardness control systems typically achieve payback within two years through combined quality premiums and waste reduction.
Market Value Premium for Consistent Quality Pellets
High-quality recycled pellets with uniform hardness command premium pricing in the marketplace. Customers processing recycled materials for demanding applications specifically seek suppliers capable of maintaining tight quality specifications. The price premium for consistent quality typically ranges from 10% to 30% above commodity recycled resin pricing.
Establishing a reputation for quality consistency enables suppliers to develop preferred customer relationships with processors willing to pay premium prices for reliable material supply. The market differentiation achieved through quality leadership provides competitive advantages that extend beyond individual transaction pricing.
Waste Reduction and Yield Improvement Economics
Inconsistent pellet hardness directly increases waste rates through processing rejects, quality complaints, and customer returns. Each percentage point of waste reduction translates directly to improved throughput efficiency and reduced raw material costs. For high-volume operations, waste reduction provides substantial annual savings.
Processing efficiency improves when pellet characteristics remain consistent. Reduced adjustment time, fewer startups from quality excursions, and improved equipment utilization contribute to overall productivity gains. The combined effect of waste reduction and productivity improvement can represent 5% to 15% of production revenue for plastic recycling operations committed to quality excellence. Strategic investment in hardness control delivers sustainable financial returns for recycling facilities focused on long-term profitability.
Equipment Investment Return on Investment Analysis
Modern quality control and process automation systems represent significant capital investments that must generate appropriate returns. Equipment costing analysis compares capital costs against the quality improvements and efficiency gains achieved through implementation. Typical payback periods for advanced control systems range from 12 to 36 months depending on production scale.
POLYRETEC equipment pricing reflects the quality engineering and reliability that support consistent pellet production. While lower-priced alternatives may appear attractive initially, the long-term costs of quality problems and reliability issues often exceed initial savings. Comprehensive cost analysis including lifecycle costs supports sound equipment investment decisions.
Quality Tier Pricing and Market Positioning
The recycled plastic market exhibits clear quality tiering with corresponding price differentiation. Premium tier pellets meeting demanding specifications for uniform hardness, low contamination, and consistent color command the highest prices. Standard tier material fills commodity applications at moderate pricing. Below-specification material enters discount channels with correspondingly lower margins.
Statistical positioning within quality tiers depends on facility capabilities, target markets, and competitive dynamics. Some operations pursue premium positioning with investments in advanced equipment and quality systems. Others compete on volume within standard tiers while minimizing investment requirements. Clear strategic choices guide equipment and process investments in plastic recycling operations seeking sustainable competitive advantages.
Conclusion: Implementing Uniform Hardness Control Strategies
Achieving uniform pellet hardness in plastic recycling operations requires systematic attention to raw material quality, process equipment capabilities, operating parameter control, and quality monitoring systems. The investment in comprehensive hardness control delivers measurable returns through improved product value, reduced waste, and enhanced customer satisfaction.
The interconnected nature of factors affecting pellet hardness means that improvements in any area contribute to overall quality enhancement.预处理 excellence provides the foundation for consistent granulation performance. Extruder optimization ensures complete melting and homogenization that produce uniform material properties. Cooling system design and operation complete the transformation from melt to solid pellet with target hardness characteristics.
POLYRETEC offers the equipment, engineering expertise, and process knowledge that recycling facilities require for successful pellet hardness optimization. From single equipment purchases to complete turnkey production lines, POLYRETEC solutions support quality-focused recycling operations serving demanding global markets.
The plastic recycling industry continues to evolve with increasing focus on circular economy principles and recycled content utilization. Facilities capable of producing consistently high-quality recycled pellets position themselves for long-term success in growing markets. Uniform pellet hardness represents both a quality indicator and an operational achievement that demonstrates manufacturing excellence in plastic recycling applications.
Taking action to assess current hardness consistency, identify improvement opportunities, and implement optimization strategies positions plastic recycling operations for competitive success in demanding global markets. Contact POLYRETEC to discuss your specific requirements and discover how our equipment and expertise can support your quality objectives and business growth in the plastic recycling industry.