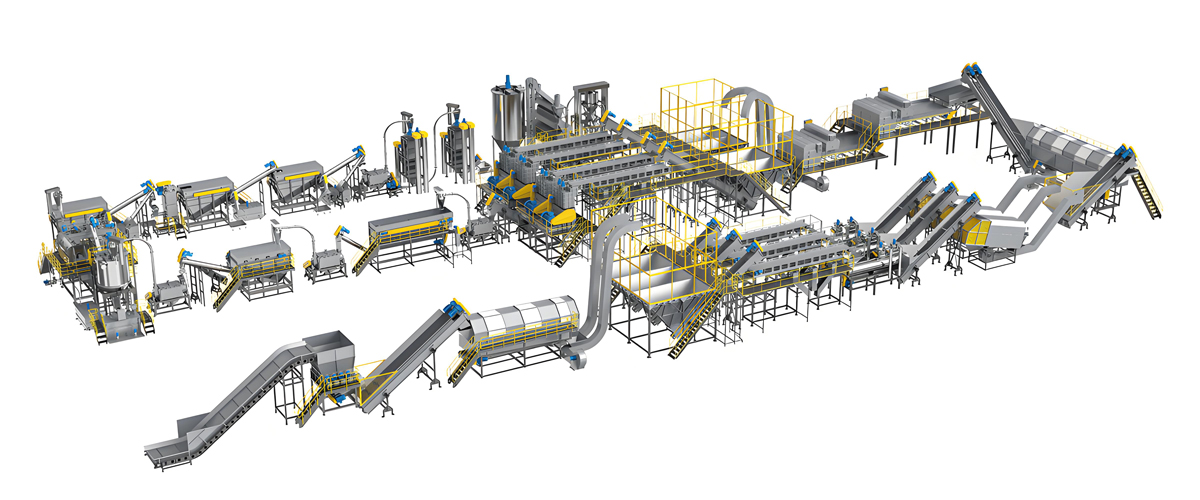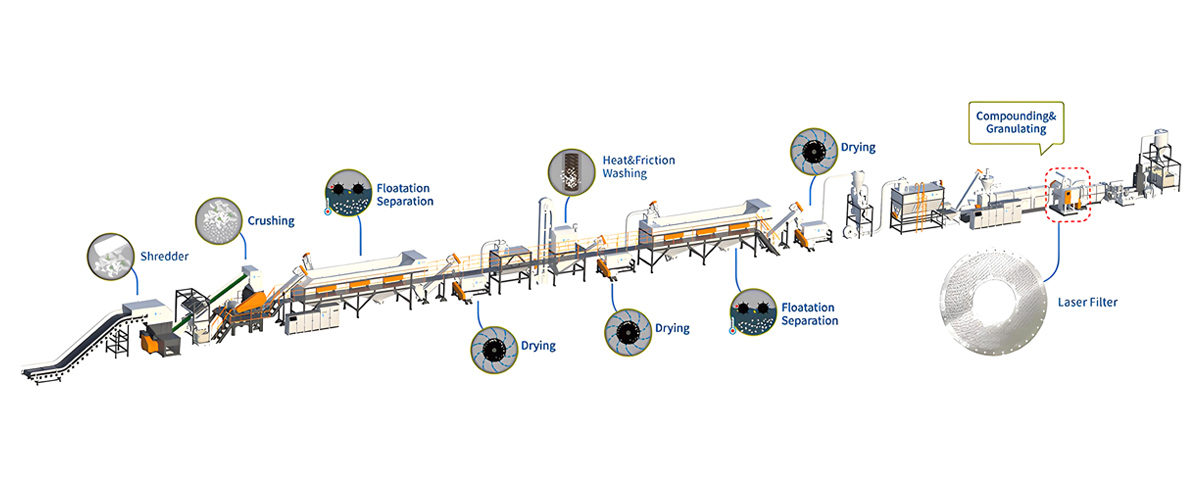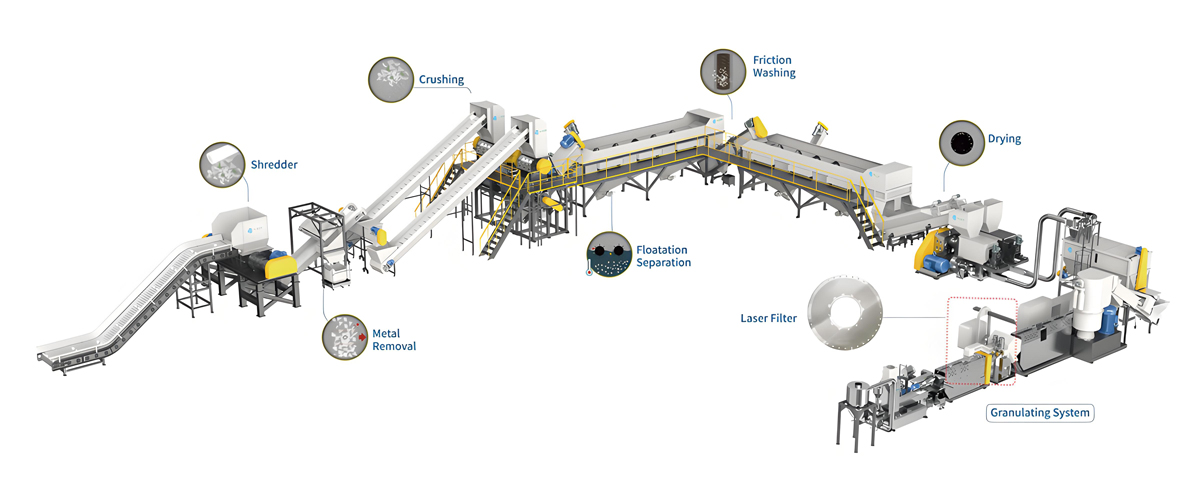
Floatation separation, also known as sink-float density separation, is the core physical sorting process in a full-automatic plastic washing line. It relies on precise liquid density control, stable water flow dynamics, and mechanical floating-sinking principles to separate different types of waste plastic flakes. For standard plastic recycling production lines represented by POLYRETEC professional washing systems, floatation separation directly determines the purity of finished plastic flakes, subsequent granulation quality, and the final market value of recycled plastic products.
In actual industrial operation, floatation separation failure and efficiency decline are the most common faults in plastic washing lines. Typical problems include incomplete plastic sorting, floating heavy-density flakes, sinking light-density flakes, material accumulation in separation tanks, unstable water flow turbulence, and impurity cross-contamination. These issues will lead to unqualified flake purity, increased product defective rate, reduced production capacity, and even unnecessary equipment shutdown losses. Most small and medium-sized recycling factories lack systematic troubleshooting standards, resulting in long-term low-efficiency operation of washing lines and reduced project profit margins.
This article systematically sorts out all common floatation separation problems in plastic washing lines, analyzes root causes one by one, provides targeted step-by-step troubleshooting and professional optimization solutions, and supplements equipment operation cost analysis, daily maintenance specifications and fault prevention strategies. The full text complies with SEO and GEO optimization standards, focusing on core keywords such as plastic washing line, floatation separation and plastic recycling machine, providing comprehensive and practical technical guidance for global plastic recycling enterprise production operation, equipment maintenance and production line efficiency improvement.
1. Basic Working Principle & Core Operating Standards of Floatation Separation
1.1 Sink-Float Separation Mechanism for Plastic Flakes
The core principle of floatation separation in plastic washing lines is density difference sorting. Different types of plastic materials have fixed natural densities, which enables effective physical separation through water or high-density salt water. Conventional light plastics such as PP and LDPE have a density lower than 1.0g/cm³, which will float on the water surface and be collected by the floating material conveying system. Heavy plastics such as PET, HDPE rigid flakes, PVC and PS have a density higher than 1.0g/cm³, which will sink to the bottom of the tank and be discharged by the bottom sediment conveyor.
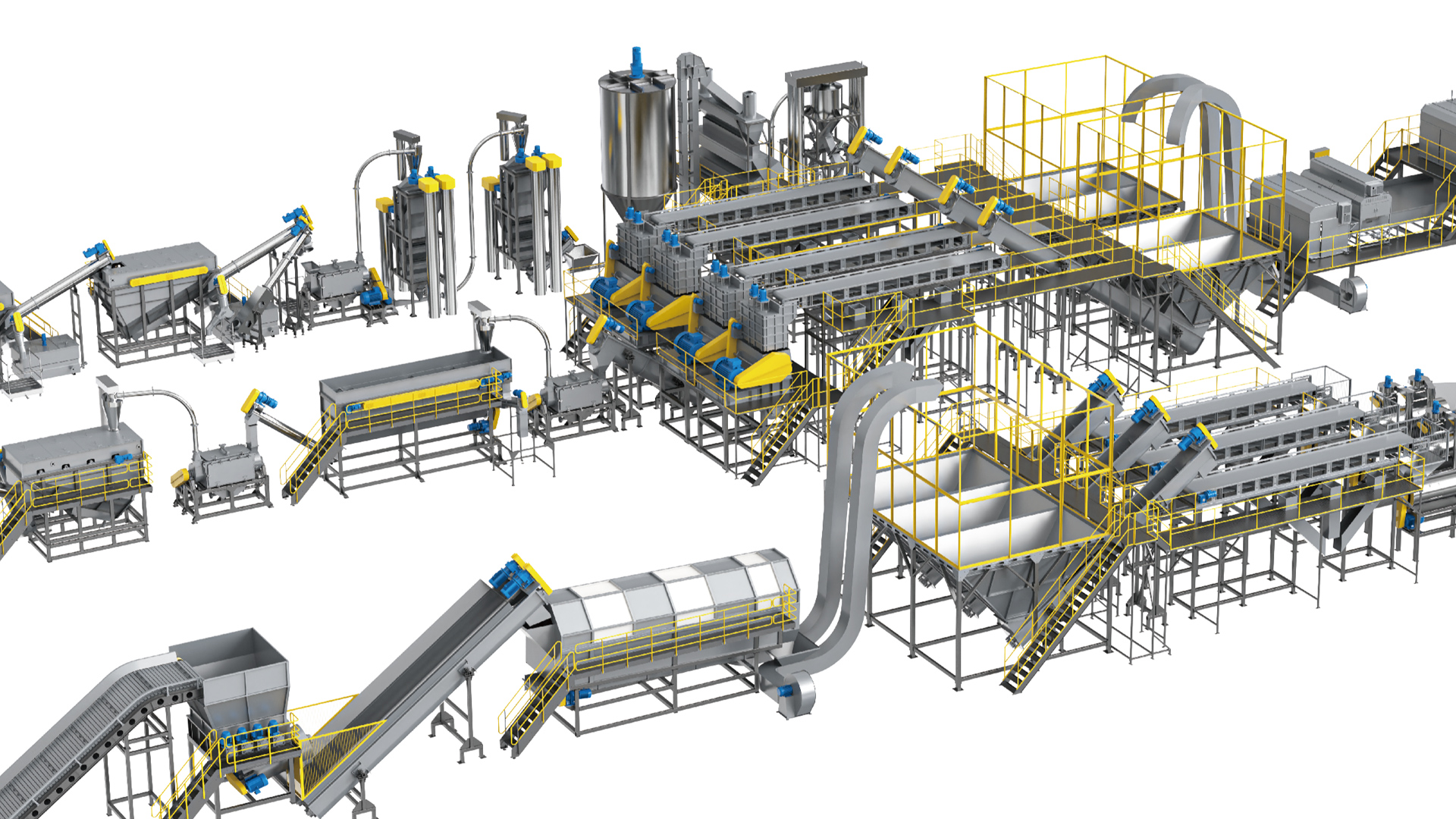
POLYRETEC professional floatation separation system optimizes the traditional single water tank structure, adopting laminar flow control and graded density adjustment technology. It eliminates the turbulence interference of ordinary separation tanks, ensures that light and heavy plastics are completely separated according to density differences, and avoids material mixing caused by unstable water flow. This precise physical sorting method is pollution-free, low-consumption and highly efficient, and is the most widely used core process in waste plastic recycling and washing production lines.
1.2 Key Standard Operating Parameters for Qualified Separation
Stable parameter operation is the premise to ensure zero-fault floatation separation. The standard operating parameters of POLYRETEC plastic washing line floatation system are summarized through long-term industrial verification. The first is liquid density: fresh water separation tank maintains a constant density of 1.0g/cm³, and the high-density salt water tank can be adjusted between 1.05–1.35g/cm³ according to mixed plastic types to adapt to precision separation of similar-density plastics. The second is water flow state: strictly maintain stable laminar flow, avoid artificial turbulence and water flow fluctuation, and the water flow fluctuation range is controlled within ±5%.
The third is feeding speed: the uniform feeding capacity is matched with the separation tank volume, and the overload feeding is strictly prohibited. The fourth is agitation speed: the paddle agitation speed is stabilized at 15–25r/min, which can fully disperse stacked flakes without causing strong water flow turbulence. The fifth is material residence time: the flake residence time in the separation tank is not less than 20 seconds, ensuring sufficient floating and sinking reaction of different plastics. Any deviation from the above parameters will directly lead to floatation separation failures.
1.3 Common Consequences of Unresolved Floatation Faults
Minor floatation separation abnormalities will reduce flake purity by 5%–15%, resulting in recycled flakes failing to meet high-end granulation standards and only being sold in the low-value recycled material market, with a 20%–30% drop in product premium. Severe separation faults will cause large-area mixing of light and heavy plastics, batch product scrapping, and a sharp increase in enterprise production costs. Long-term unoptimized separation faults will also cause material accumulation and mud deposition in the separation tank, increase equipment operating load, aggravate the wear of conveyor and paddle components, and shorten the service life of the washing line. In addition, unstable separation efficiency will lead to disordered production scheduling, delayed order delivery and reduced enterprise market credibility.
2. Classification of Common Floatation Separation Issues & Root Cause Analysis
2.1 Incomplete Plastic Sorting & Mixed Flake Contamination
Incomplete sorting is the most frequent floatation separation problem, manifested as a large number of floating PP/PE light flakes mixed in sunken PET/PVC heavy flakes, or heavy plastic particles mixed in floating light plastic finished products. The core root causes are divided into parameter deviation and material factor interference. In terms of parameters, unstable liquid density, excessive feeding volume leading to material stacking, and unreasonable paddle agitation speed will destroy the density separation balance.
In terms of material factors, residual label glue, oil stains and dust on the surface of waste plastic flakes will change the original buoyancy of plastics. The adhesive residues will bond light and heavy flakes together, making them unable to separate by density and sink or float abnormally. In addition, hollow deformed plastic flakes will generate extra buoyancy due to internal air holes, causing heavy-density plastics to float abnormally and pollute light plastic finished materials.
2.2 Abnormal Floating & Sinking of Single Plastic Type
This fault is manifested in two typical abnormal states. The first is heavy plastic floating: PET, PVC and other heavy flakes that should sink float on the water surface, mixing into light plastic products. The main reasons include insufficient liquid density of the separation tank, excessive water flow surge driving heavy flakes upward, and incomplete cleaning of flake surface attachments leading to buoyancy change. The second is light plastic sinking: PP, PE flakes sink to the bottom of the tank with heavy materials, reducing the yield of light plastic finished products. This problem is mostly caused by excessive dirt adsorption on the flake surface, excessive water density, or too slow agitation speed leading to material deposition.
2.3 Water Flow Turbulence & Laminar Flow Failure
Many ordinary plastic washing lines regard the separation tank as a simple water storage tank, ignoring the importance of laminar flow stability. Excessively fast paddle agitation, unreasonable water inlet and outlet layout, and blocked flow channels will form strong turbulent vortexes in the tank. The turbulent water flow will stir all plastic flakes in a mixed state, completely losing density separation effect, turning the separation tank into a mixing tank, and leading to overall separation failure. This problem is the main cause of batch unqualified products in large-scale continuous production.
2.4 Tank Material Accumulation & Conveyor Blockage
Long-term production will produce fine plastic powder, residual fiber debris and adhesive sediment in the floatation tank. If not cleaned in time, these sundries will accumulate at the tank bottom and water flow dead corners, blocking the bottom sediment conveyor and floating material skimmer. Material accumulation will change the internal water flow operation track, cause local water flow stagnation and turbulence, and further induce separation efficiency decline. In severe cases, it will cause equipment jamming and unplanned shutdown, affecting continuous production rhythm.
2.5 Unstable Liquid Density & Water Quality Deterioration
For salt water floatation separation systems used for precision sorting, long-term water circulation will lead to salt solution concentration attenuation, resulting in lower liquid density than the standard value, which cannot meet the separation requirements of similar-density plastics. In addition, the mixing of oil stains, colloids and fine impurities in the water will deteriorate the water quality, reduce the surface tension of the liquid, interfere with the floating and sinking state of plastic flakes, and cause unstable separation effect. The aging circulating water filter system and untimely water quality replacement are the main inducements of this fault.
3. Step-by-Step Systematic Troubleshooting Process for Floatation Issues
3.1 Pre-Inspection: Equipment Status & Parameter Calibration
Before targeted fault repair, complete full-scale parameter inspection and equipment status calibration. First, detect the liquid density of the floatation tank with a professional densimeter to confirm whether it meets the standard separation density of the current sorted plastic type. Second, check the water flow system, including water inlet flow, circulating water pressure and outlet smoothness, to eliminate flow channel blockage and water flow fluctuation. Third, calibrate the paddle agitation speed and operation stability to confirm no jitter, stuck and abnormal speed.
Finally, check the feeding system to verify whether the feeding speed is uniform and whether there is overload feeding and material accumulation. Record all abnormal parameter data to provide accurate basis for subsequent fault location and solution formulation. This step can eliminate more than 40% of separation faults caused by parameter deviation.
3.2 Intermediate Inspection: Material State & Separation Environment Check
After completing parameter calibration, focus on checking the material state and internal environment of the separation tank. Randomly sample the incoming plastic flakes to check the surface cleanliness, confirm whether there is a large amount of residual glue, oil stains and dust coverage, and judge whether the upstream friction washing and hot washing processes are not in place. Observe the floating and sinking state of flakes in real time, record the types and quantities of abnormally floating and sinking materials, and locate the fault type.
Check the internal environment of the tank, clean the accumulated sediment and fine debris at the bottom and dead corners, inspect the operation status of the floating material skimmer and bottom conveyor, and eliminate mechanical blockage and material retention problems. At the same time, detect the water quality turbidity and impurity content, judge whether the circulating water needs to be replaced and filtered, and ensure a pure separation environment.
3.3 In-Depth Inspection: Mechanical Structure & System Matching Debugging
For faults that cannot be eliminated by parameter and material adjustment, conduct in-depth inspection of mechanical structure and system matching. Check whether the paddle installation angle is offset and whether the paddle blade is worn, which will lead to uneven stirring and water flow turbulence. Inspect the tightness of the tank body and the uniformity of water flow distribution to avoid local water flow deviation. Debug the matching degree between the feeding system and separation system to ensure that the feeding volume matches the separation efficiency, and avoid material accumulation exceeding the tank processing capacity.
For salt water floatation systems, check the salt water automatic dosing system to confirm whether the concentration detection and dosing are accurate, eliminate the failure of automatic density adjustment, and realize real-time stable control of liquid density.
4. Targeted Solutions for Typical Floatation Separation Faults
4.1 Solution for Incomplete Sorting & Mixed Flakes
Aiming at the problem of incomplete separation and mixed flakes, adopt three-dimensional optimization measures of parameter adjustment, material pretreatment and process matching. First, adjust the liquid density to the standard value corresponding to the plastic type, stabilize the water flow laminar flow state, and appropriately reduce the instantaneous feeding volume to extend the material separation residence time. Second, strengthen the upstream washing process, improve the frequency and time of friction washing and hot washing, thoroughly remove surface residual glue, oil stains and impurities of flakes, and restore the original density and buoyancy characteristics of plastics.
Third, optimize the paddle agitation speed, maintain uniform low-speed stirring to disperse stacked materials, avoid excessive stirring causing turbulence, and ensure full free floating and sinking of each flake. After adjustment, conduct 30 minutes of trial operation and sampling detection, and formally resume batch production after the flake purity reaches the standard.
4.2 Solution for Abnormal Floating and Sinking of Plastics
For heavy plastic floating faults caused by insufficient liquid density, appropriately increase the concentration of salt water to improve the liquid density, and match the density difference required for heavy plastic sinking. For abnormal floating caused by water flow surge, adjust the water inlet buffer device to stabilize the water flow speed and eliminate vertical upward water flow impact. For light plastic sinking caused by excessive dirt adsorption on the flake surface, strengthen upstream impurity removal and cleaning, and screen out severely polluted invalid materials in advance to avoid affecting the overall separation effect.
For hollow deformed flakes with abnormal buoyancy, add a pre-screening process before floatation separation to remove hollow and special-shaped materials, ensuring the stability of subsequent density separation.
4.3 Solution for Water Flow Turbulence & Laminar Flow Failure
Water flow turbulence is the core cause of overall separation failure. The fundamental solution is to rebuild the laminar flow system of the separation tank. First, reduce the paddle stirring speed to the standard range of 15–25r/min, replace worn and deformed paddle blades, and correct the installation angle to ensure uniform horizontal stirring without vertical turbulence. Second, optimize the water inlet and outlet structure, add buffer flow baffles, disperse concentrated water flow impact, and avoid the formation of vortex dead corners in the tank.
Third, clean all accumulated materials and sediments in the tank to ensure smooth water flow operation track. For old separation tanks with serious structural defects, adopt POLYRETEC professional laminar flow transformation scheme to upgrade the internal flow channel, completely eliminate turbulent interference, and restore stable laminar flow separation state.
4.4 Solution for Tank Accumulation & Conveyor Blockage
Formulate regular fixed-point cleaning and dredging mechanisms to solve material accumulation and blockage faults. Daily clean the floating debris on the water surface and the fine plastic powder accumulated at the tank bottom to avoid long-term deposition and scaling. Weekly disassemble and clean the skimmer and conveyor equipment, remove clamped materials and fiber sundries, and lubricate the transmission components to ensure flexible operation. Optimize the circulating water filtration system, replace aging filter screens in time, reduce fine impurities in circulating water, and reduce sediment generation.
For severely blocked equipment, stop the machine for comprehensive dredging and maintenance, check the wear degree of conveyor accessories, and replace damaged parts to ensure stable mechanical conveying capacity.
4.5 Solution for Unstable Liquid Density & Water Quality Deterioration
For salt water density attenuation problems, start the automatic dosing system for real-time concentration compensation, regularly use a densimeter to detect and calibrate the liquid density, and maintain the density error within ±0.02g/cm³. For deteriorated circulating water quality with excessive turbidity and impurities, replace the circulating water in the tank completely, clean the water tank and pipeline scale, and upgrade the multi-stage filtration system to improve the water purification capacity of circulating water.
Regularly detect water pH value and impurity content, maintain a clean and stable liquid environment, avoid surface tension changes caused by water quality problems interfering with floating and sinking, and ensure long-term stable operation of the floatation separation system.
5. Floatation System Operation Cost & Fault Loss Analysis
5.1 Direct Economic Loss Caused by Unresolved Floatation Faults
Long-term unresolved floatation separation faults will bring continuous economic losses to plastic recycling projects. In terms of product value loss, mixed unqualified flakes can only be sold at a 25%–40% discount compared with standard high-purity flakes. Taking a medium-sized washing line with a daily output of 10 tons of flakes as an example, the daily direct product profit loss reaches 300–500 US dollars, and the annual loss exceeds 90,000 US dollars. In terms of equipment loss, material accumulation and turbulent operation aggravate equipment wear, increase the replacement frequency of vulnerable parts such as paddles and conveyor belts, and increase annual maintenance costs by 1,000–1,800 US dollars.
In addition, unplanned shutdown and debugging caused by faults will affect production capacity output, resulting in delayed order delivery and potential customer loss losses, further reducing project comprehensive benefits.
5.2 Troubleshooting & Daily Maintenance Cost Estimation
The daily maintenance and fault troubleshooting cost of the floatation separation system is low and has extremely high cost performance. The daily manual cleaning and parameter inspection cost is less than 10 US dollars. The weekly regular maintenance and filter screen replacement cost is about 50–80 US dollars. The monthly comprehensive parameter calibration and equipment debugging cost is controlled within 200 US dollars. The annual total maintenance cost of the floatation system is only 1,500–2,500 US dollars.
Timely daily maintenance can avoid major equipment faults and batch product unqualified problems, with an investment return ratio of more than 30:1, which is one of the most cost-effective links in plastic washing line operation and maintenance.
5.3 Energy Consumption Optimization Benefit After Fault Repair
Faulty floatation systems often have problems such as overload operation, repeated sorting and circulating water waste, resulting in increased energy consumption. After complete troubleshooting and parameter optimization, the equipment operates in a standard laminar flow state, the sorting efficiency is improved, the repeated processing rate of materials is reduced, and the comprehensive energy consumption of the washing line is reduced by 12%–18%. The circulating water utilization rate is increased by more than 20%, effectively saving water and electricity costs for enterprises. For medium and large-scale recycling production lines, the annual energy-saving benefit can reach 8,000–15,000 US dollars.
6. Daily Preventive Maintenance & Long-Term Stability Optimization Strategy
6.1 Daily Inspection & Parameter Monitoring Specifications
Formulate standardized daily inspection procedures for the floatation separation system. Before starting the machine every day, detect the liquid density, water flow pressure and paddle operation status to ensure that all parameters are within the standard range. During production, monitor the floating and sinking state of materials in real time, check the feeding uniformity and finished flake purity every two hours, and find and adjust minor parameter deviations in time. After shutdown every day, clean the floating sundries and surface dirt of the separation tank to avoid overnight sedimentation and scaling.
6.2 Weekly & Monthly Systematic Maintenance
Complete weekly systematic maintenance work including circulating water filter cleaning, conveyor and skimmer accessory inspection, paddle operation calibration, and tank internal dead angle cleaning. Monthly conduct comprehensive liquid density calibration, water quality detection, mechanical wear inspection and process parameter optimization, replace aging filter screens and vulnerable parts, and eliminate potential faults in advance. Regular maintenance can reduce the failure rate of floatation separation system to below 0.5%.
6.3 Long-Term Production Line Matching Optimization
According to the long-term production material types and output changes, dynamically adjust the floatation separation parameters. For mixed plastic materials with complex components, upgrade the graded density separation system to realize multi-stage precision sorting. Cooperate with the upstream crushing and washing process optimization to improve the flake surface cleanliness, reduce the interference of attachments on density separation, and fundamentally improve the stability and efficiency of floatation separation. Adopt POLYRETEC intelligent parameter management system to save production formulas of different materials, realize one-click parameter switching, and avoid separation faults caused by manual debugging errors.
7. POLYRETEC Professional Technical Support for Washing Line Troubleshooting
As a professional manufacturer of full-automatic plastic washing and recycling lines, POLYRETEC provides full-cycle technical support for floatation separation system fault troubleshooting and production line optimization. The professional technical team summarizes industry common faults and standardized solving processes based on a large number of industrial practical cases, providing customers with one-stop fault diagnosis, parameter debugging and production line upgrading services.
For daily minor faults, POLYRETEC provides 24-hour remote technical guidance to help operators complete rapid troubleshooting and parameter adjustment. For complex structural faults and system optimization problems, professional engineers provide on-site inspection, debugging and transformation services to thoroughly solve hidden dangers of equipment operation. At the same time, free systematic operation and maintenance training is provided for enterprise employees to help customers master standardized operation specifications and preventive maintenance skills, ensuring long-term stable and efficient operation of the plastic washing line.
Conclusion
Floatation separation efficiency is the core index to measure the operation quality of plastic washing lines, and various separation faults are important factors restricting the improvement of recycled plastic product quality and enterprise economic benefits. Most floatation separation problems are caused by parameter deviation, unstable water flow, material interference and insufficient daily maintenance, which can be completely solved through standardized troubleshooting and scientific optimization schemes.
Enterprises should establish perfect daily inspection and maintenance mechanisms, strictly implement standard operating parameters, timely eliminate minor faults and potential hidden dangers, and avoid batch product losses and equipment failures caused by long-term accumulation of small problems. By optimizing the floatation separation system process and mechanical structure, the flake sorting purity and production efficiency can be effectively improved, the comprehensive operation cost of the production line can be reduced, and the high-value recycling and sustainable development of waste plastics can be realized.
For plastic recycling enterprises pursuing high-efficiency and low-consumption production, standardized floatation separation fault troubleshooting and long-term system optimization are essential core links to improve product competitiveness and project profit margins.